


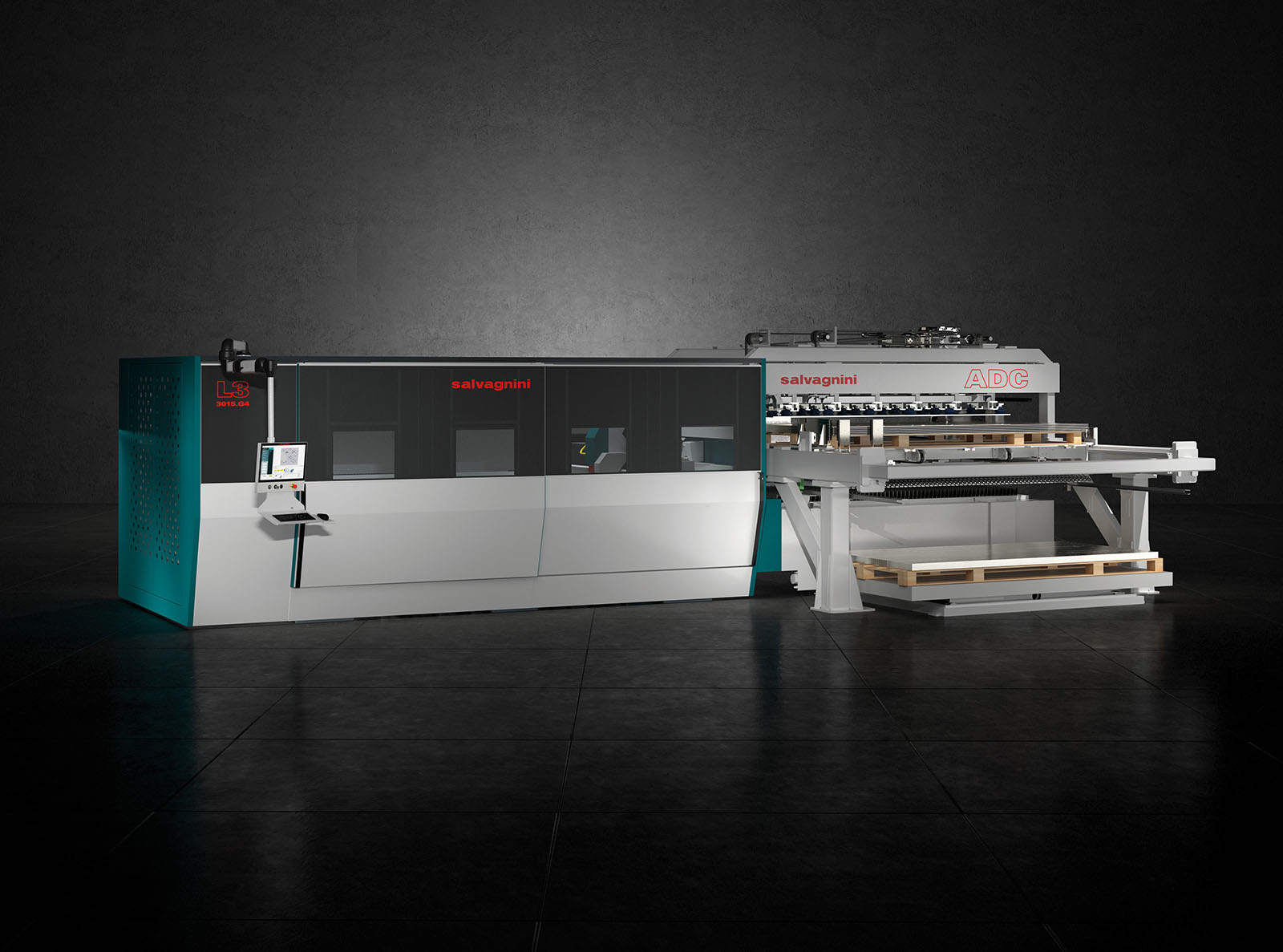
Laser fibre polyvalent à haute performance
Conçu pour améliorer à la fois, l’ergonomie, la simplicité d’utilisation en assurant une précision et une reproductivité maximales des processus, le L3.G4 élimine les activités à faible valeur ajoutée et optimise la consommation, tout en garantissant des coûts inférieurs par pièce.

Aperçu du produit
Le stockage et les dispositifs de chargement/ déchargement/tri automatiques augmentent l’autonomie du système, en retrouvant l’efficacité à la fois dans les étapes de traitement individuelles et tout au long du processus de production. Ils éliminent en effet les entraves et réduisent l’incidence des coûts de main d’oeuvre.
Les fonctions propriétaires telles que TRADJUST, l’interface multi-tâches simple et intuitive, couplée à une grande accessibilité, le plan de travail, les systèmes de vision artificielle et les solutions de traçage et d’identification des pièces, permettent aux opérateurs de résoudre sans effort les problèmes qu’ils rencontrent dans leur travail quotidien, ce qui rend le L3.G4 agile et facile à utiliser.
Le large éventail de solutions pour le contrôle du processus et son efficacité, des capteurs évolués, la rigidité de la structure, la simplicité de programmation, l’interface et le logiciel intuitifs éliminent les opérations à faible valeur ajoutée, les temps d’arrêt et le risque d’erreurs. D’autre part, elles améliorent la précision, étendent les champs d’application, améliorent les performances en usine et maintiennent une faible consommation et des frais de fonctionnement compétitifs.
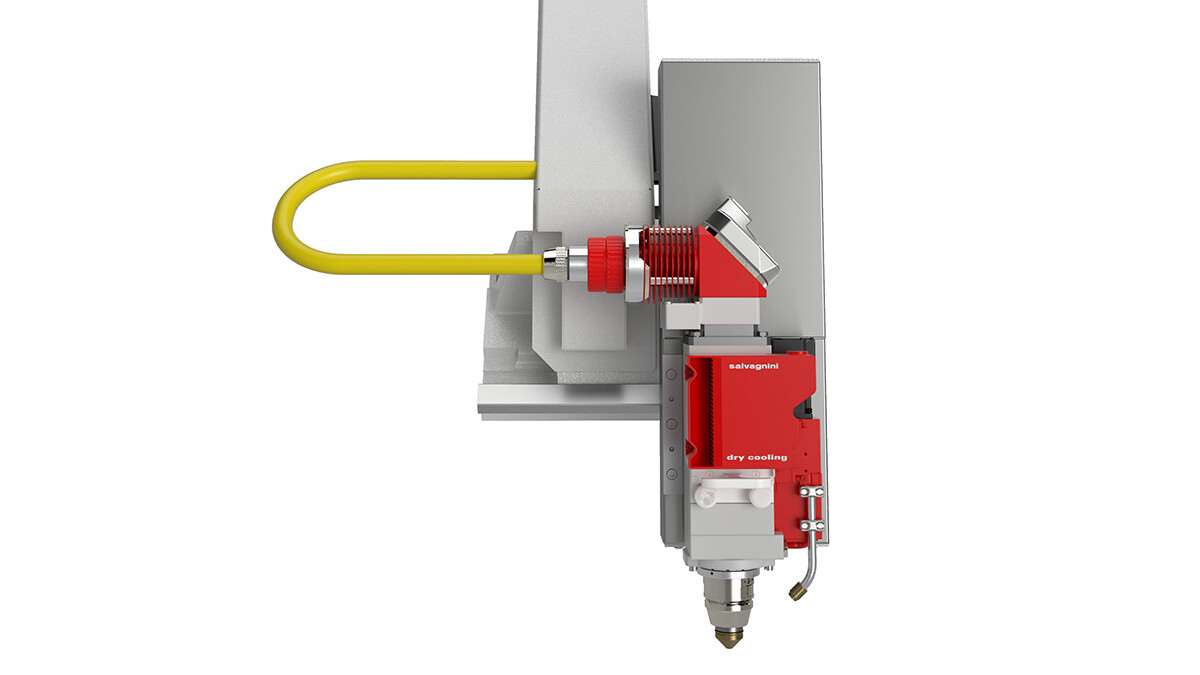
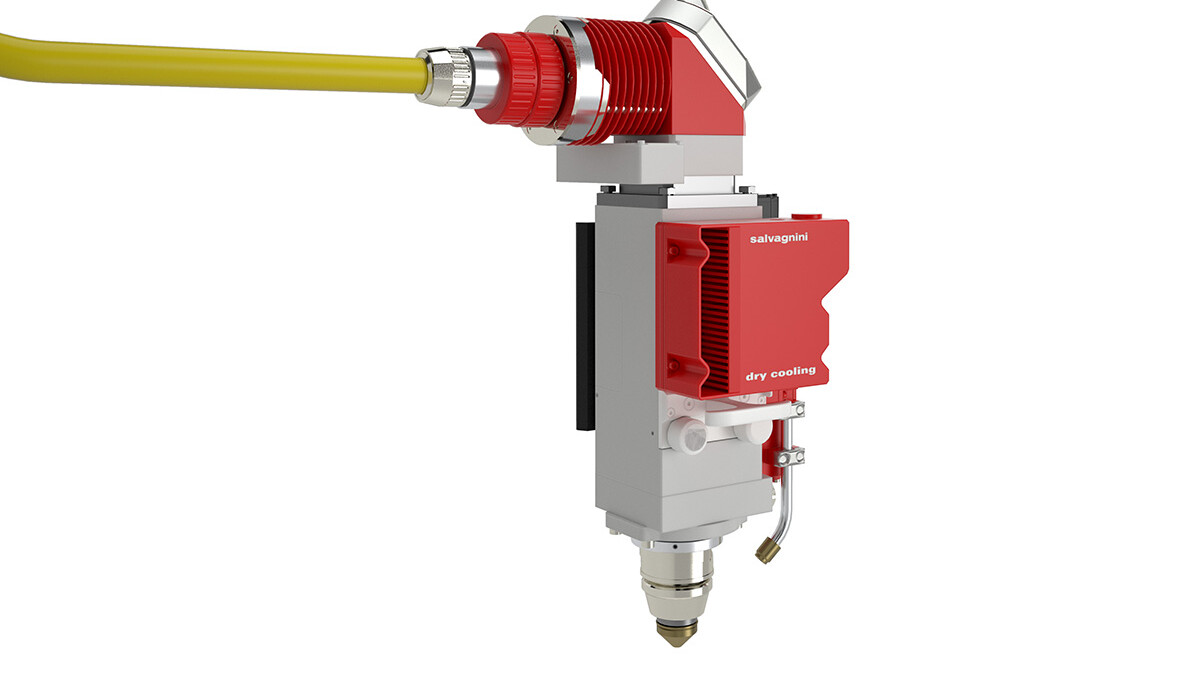
Tête à optique unique
Le L3.G4 est équipé d’une seule tête laser, conçue par Salvagnini, qui sert à découper tous les matériaux et épaisseurs usinables. Il est équipé du système breveté DRY-COOLING, utilisé pour contrôler activement la température de l’optique. Ses capteurs contrôlent et adaptent le perçage en temps réel, surveillent toute perte de découpe, arrêtent le processus et le redémarrent avec des paramètres dûment rectifiés.
TRADJUST
La fonction TRADJUST intégrée au système de contrôle propriétaire de Salvagnini sert à moduler automatiquement les paramètres de découpe selon les trajectoires. Elle simplifie l’utilisation du L3.G4 parce qu’elle se base sur un paramètre de découpe unique.


APC2
Le capteur adaptatif surveille le perçage en temps réel, pour une plus grande vitesse et une qualité supérieure. Il vérifie également les éventuelles pertes de coupe. En cas de défaut, il interrompt le processus puis le relance avec des paramètres ajustés. Il est également utilisé pour chercher automatiquement la longueur focale.
ACUT
Il découpe des tôles de 20 mm d’épaisseur à l’air comprimé et avec une productivité similaire à celle de la découpe à l’azote, mais à des coûts nettement inférieurs. APM2 contribue également à la durabilité d’ACUT. Le nouveau système compact clé en main, qui se connecte directement au système pneumatique de l’usine, garantit les valeurs de pression nécessaires au processus de découpe.

ANC
Le changeur de buse automatique, avec un magasin porte-buses, augmente l’autonomie dans une production automatisée.

Dans l’univers du laser, l’automatisation joue un rôle de plus en plus important : d’une part, les risques liés aux vitesses de découpe transforment le chargement et le déchargement en freins périlleux et d'autre part, l’automatisation peut aider à réduire l'impact des coûts de personnel. Les connexions de chargement/déchargement et tri répondent à toutes les exigences d’automatisation : du fonctionnement autonome à l’intégration dans des cellules flexibles ou dans des usines entièrement automatisées.
CPE
Le changeur de palette CPE pour le chargement-déchargement manuel est utilisé pour le remplacement rapide de palettes. La matière première entre toujours au-dessus du flan découpé sortant.

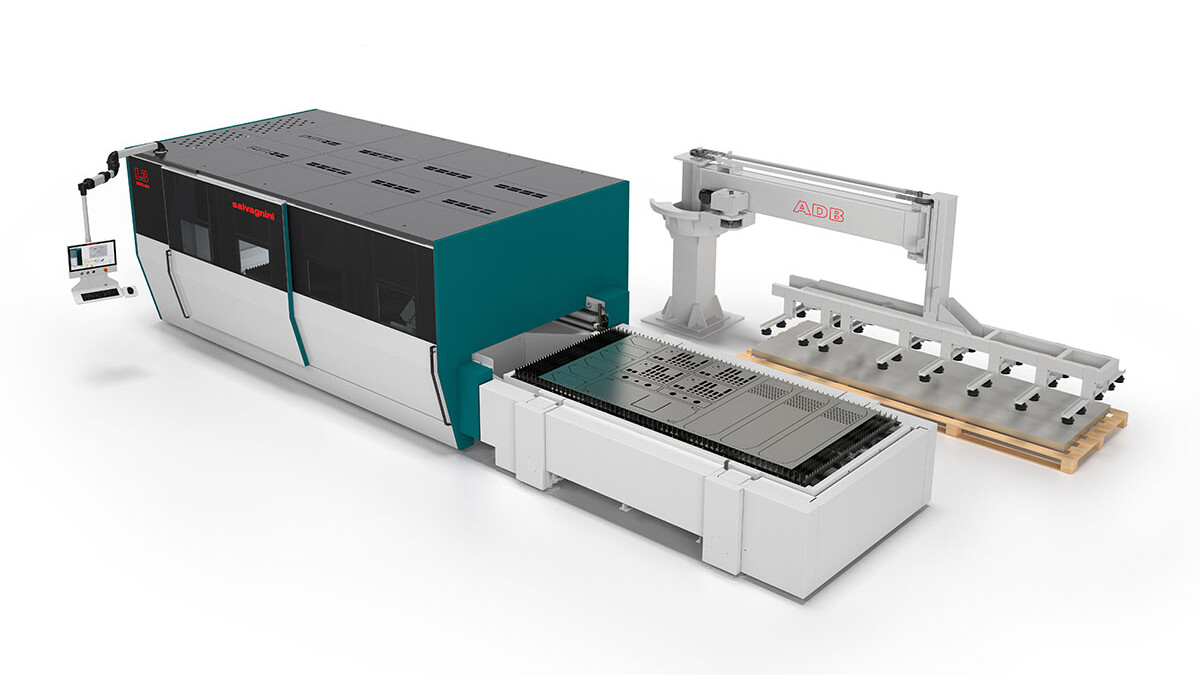
ADB
La connexion ADB prélève automatiquement le flan dans une pile en temps masqué.
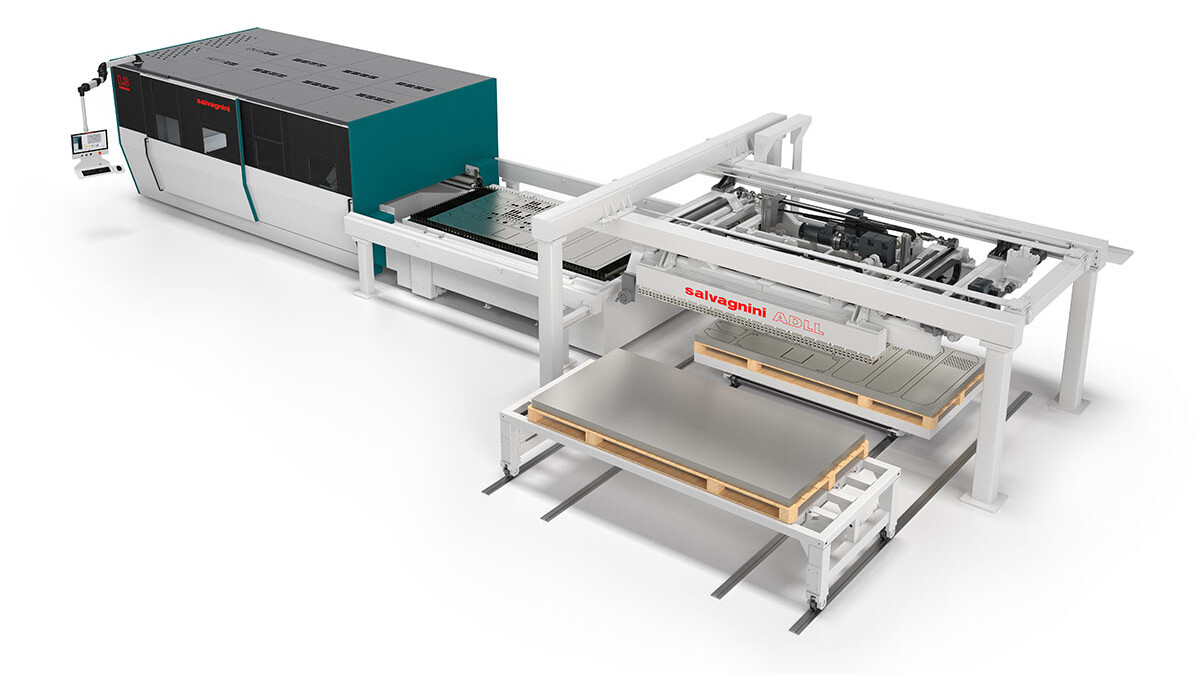
ADC/ADLU/ADLL
Les dispositifs ADC, ADLU et ADLL automatisent le chargement de la tôle et le déchargement des flans découpés en des temps de cycle très rapides. Ils éliminent également la manipulation intermédiaire faite normalement par l'opérateur. ADLU et ADLL sont conçus pour l'intégration avec le MCU.
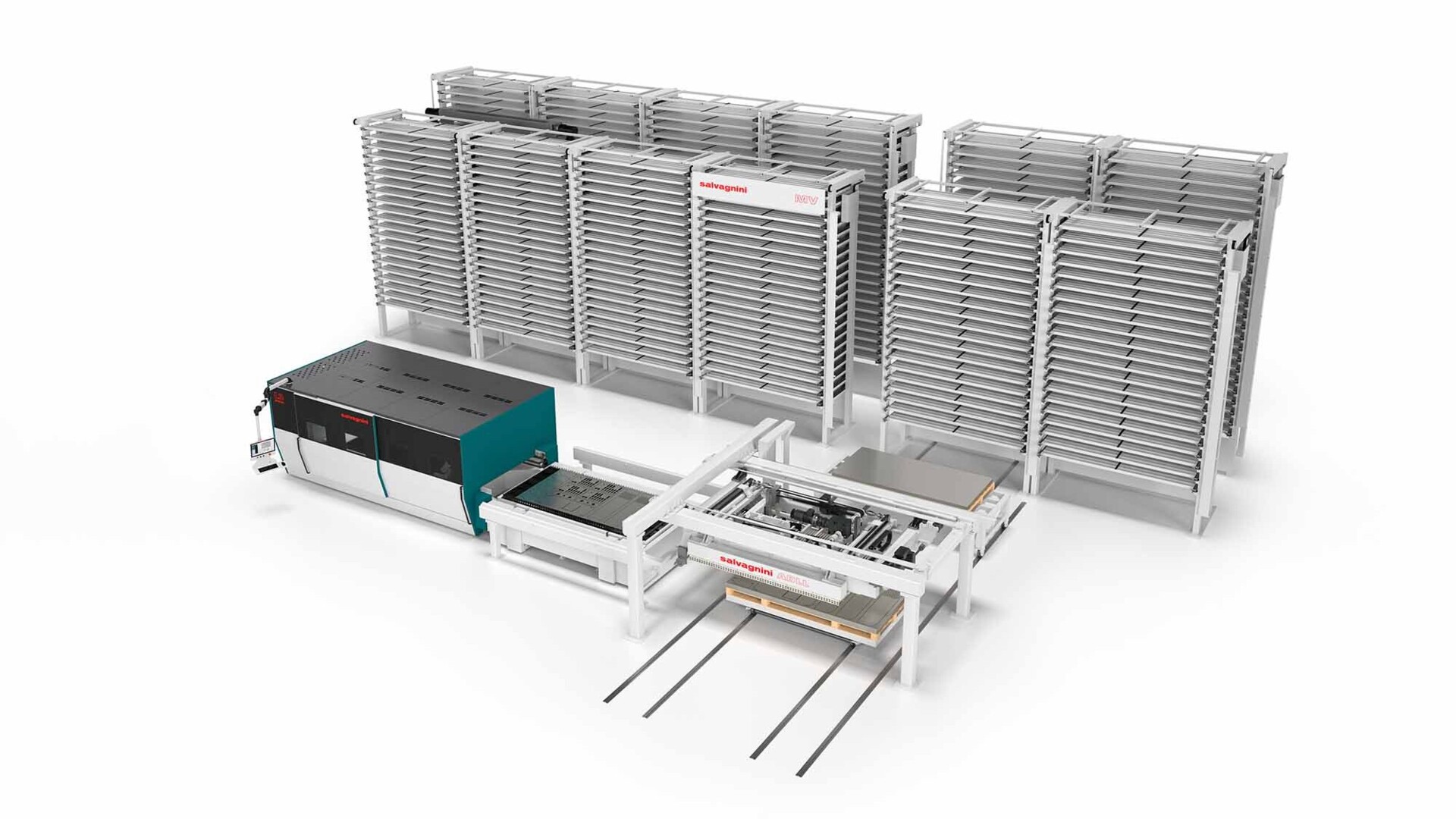
MV
Le magasin de paquets avec transstockeur de plateaux MV permet un fonctionnement totalement automatisé. Il est donc synonyme d’une grande autonomie dans la gestion de la tôle et des pièces semi-finies et finies.

Système intelligent, qualité constante
Pratiquement tout ce que vous avez toujours voulu savoir sur le laser à fibre L3.G4, expliqué avec clarté.
Le système L3.G4 de Salvagnini est destiné à une découpe laser polyvalente à haute performance. Il se caractérise par une architecture innovante, très accessible et inédite sur le marché. Conçu pour améliorer à la fois, l’ergonomie, la simplicité d’utilisation en assurant une précision et une reproductivité maximales des processus, le L3.G4 élimine les activités à faible valeur ajoutée et optimise la consommation, tout en garantissant des coûts inférieurs par pièce.
Aujourd’hui, les usines doivent faire face à des défis de plus en plus complexes, y compris le renforcement de l’autonomie et l’optimisation de l’efficacité opérationnelle. Les systèmes de découpe laser sont devenus extrêmement rapides et productifs, mais ont mis en lumière de nouveaux aspects critiques, notamment pendant les étapes de chargement, déchargement, tri et traçage. Ces opérations se transforment fréquemment en véritables goulets d’étranglement ou engendrent des erreurs qui compromettent irrévocablement le potentiel de l’usine.
- Automatisation : la large gamme de systèmes de chargement, déchargement et tri automatiques, alliée à des solutions de traçage efficaces, améliore le rendement tout en réduisant les erreurs et la dépendance à l’égard de la main-d’oeuvre.
- HMI et logiciel de bureau : simple et intuitive, l’interface homme machine FACE et la suite logicielle STREAM facilitent l’utilisation quotidienne pour les opérateurs et empêchent la programmation de devenir une entrave à la production.
- Intégration de l’ERP/MRP : le logiciel de processus OPS se synchronise parfaitement avec les systèmes ERP/MRP de l’entreprise, automatise la distribution des informations et fluidifie le processus de production en le débarrassant du risque d’erreurs.
Grâce à ces systèmes, Salvagnini s’affirme en tant que partenaire unique de référence, en garantissant un processus de production fiable à haut niveau de performances.
Les systèmes d’automatisation à plusieurs niveaux proposés par Salvagnini sont la solution : ils s’appliquent tant aux étapes de production individuelles qu’à l’élimination des activités à faible valeur ajoutée et aux goulets d’étranglement.
- La tête de coupe à optique unique permet de travailler toutes les épaisseurs et tous les matériaux, ne nécessite aucun réglage et accélère les changements de production.
- Incorporée à la commande propriétaire, la fonction Tradjust assure une modulation automatique des paramètres selon les trajectoires, facilitant ainsi l’utilisation du système.
- Les applications de vision artificielle basées sur les réseaux neuronaux sont des solutions simples qui augmentent la flexibilité des systèmes et étendent leurs champs d’application.
- Les dispositifs de chargement/déchargement et tri réduisent les temps de veille pour l’approvisionnement en tôles ainsi que le risque d’erreur ou d’endommagement du matériau pendant l’empilage.
- Les solutions logicielles simples et conviviales facilitent le processus de production et diminuent les erreurs et les temps d’intervention de l’opérateur.
La capacité de production correspond à la somme du travail et des pertes. Plus l’automatisation réduit, voire élimine complètement les activités redondantes et à faible valeur ajoutée en amont et en aval des systèmes individuels, avec des fonctions de préparation, d’alimentation et de connexion, plus elle est rentable. Dans des contextes de production à faibles volumes et changements rapides, la connexion entre des dispositifs de chargement/déchargement automatiques et des logiciels intuitifs et faciles à utiliser, à l’image de NEXUS et Store, est une stratégie gagnante pour récupérer l’efficacité et atteindre de grands résultats.
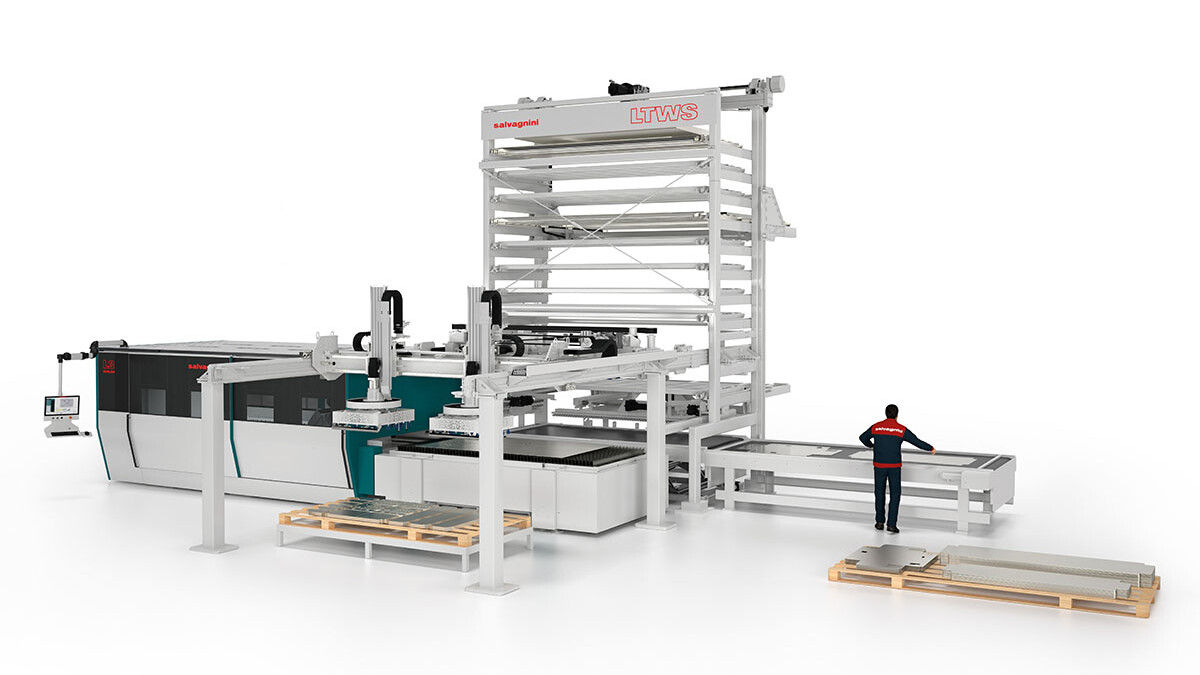
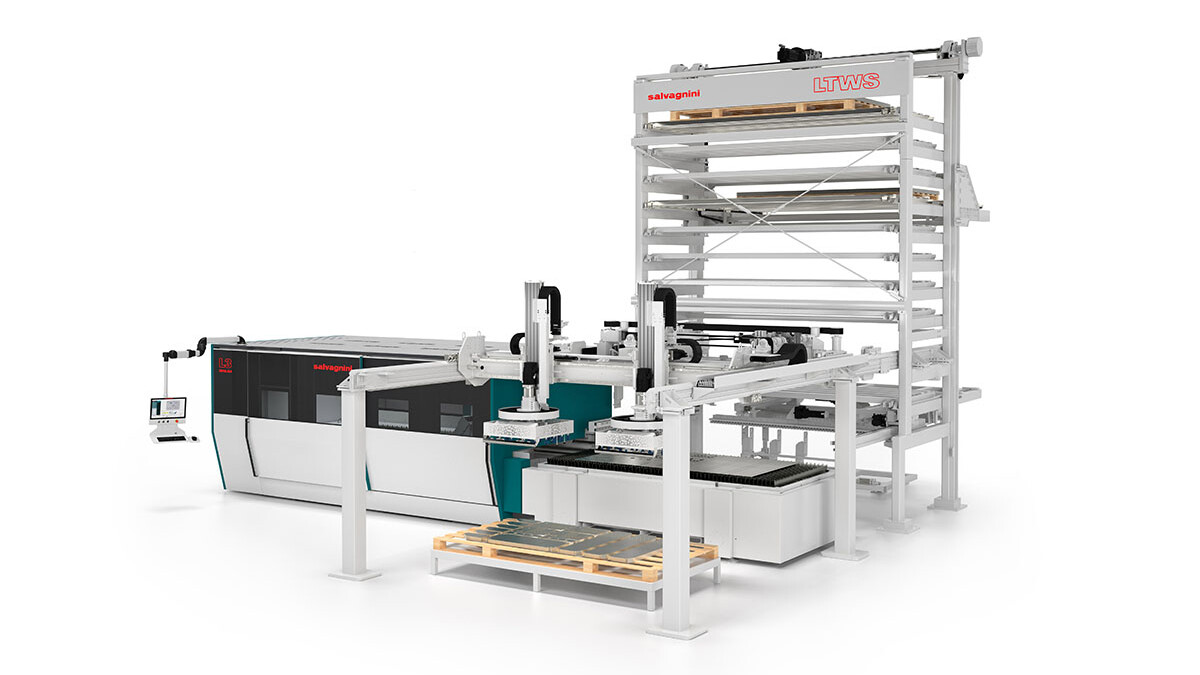
Les données de LINKS, la solution IoT de Salvagnini, montrent que l’efficacité d’un système laser indépendant ne dépasse généralement pas 60%. Ce paramètre varie en fonction de la configuration : des systèmes dotés d’automatisations ont des valeurs de rendement moyennes nettement plus élevées, atteignant 80% pour les solutions de chargement/déchargement horizontales et jusqu’à 90% dans le cas du magasin LTWS.
Salvagnini fournit une large gamme de services pour garantir la pérennité de l’efficacité, en assurant une fiabilité et une productivité maximales. Cette gamme de services comprend des formations à plusieurs niveaux pour la programmation, l‘utilisation et l‘entretien des systèmes installés ainsi que l‘exploitation optimale de leur potentiel. Elle comprend également des contrats de maintenance qui garantissent une efficacité et une fiabilité maximales de vos équipements, mais aussi des services avancés comprenant l‘analyse des données et l‘optimisation des flux de production à l‘aide des instruments numériques les plus modernes.
Le niveau minimum d’automatisation pour le laser L3.G4 est le dispositif CPE, le changeur de palettes électrique ultra rapide. La matière première à usiner passe toujours au-dessus du matériau qui a été découpé, en évitant que toute chute d’un usinage précédent ne se dépose sur la tôle.
La productivité d’un système laser est influencée par des facteurs extérieurs, c’est-à-dire tout ce que le système ne peut pas contrôler, comme la taille des lots, la fréquence des changements de production et la combinaison de matériaux/ épaisseurs, ainsi que par des facteurs technologiques, tels que la puissance de la source, le niveau d’automatisation et de numérisation.
Le champ d’application, avec sa combinaison spéciale de matériaux, d’épaisseurs et de stratégies de production, est le facteur clé dans le choix des technologies : polyvalent, comme dans le cas du L3.G4, ou à haute dynamique, comme le L5.
Des tailles de lots de plus en plus petits nécessitent une automatisation rapide pour des changements de production très rapides ou en temps masqué. La gamme d’automatismes de Salvagnini met à disposition des systèmes modulaires et compacts pour la gestion accrue de la sortie, ainsi que des systèmes qui s’ouvrent sur les processus en aval à intégrer dans le flux de production de l’usine.
La gamme d’épaisseurs et la performance de découpe dépendent de la puissance de la source : Salvagnini propose des sources électroniques haute performance comprenant des densités à haute puissance de 6kW et de 8kW à haut rendement.
L’adoption de technologies numériques de pointe permet de mettre en oeuvre et gérer des systèmes complexes, intégrés, hautes performances et hautement automatisés. Ces technologies aident également au développement de systèmes simples qui ne nécessitent pas de changement structurel pour la production, rendant le monde de la fabrication intelligente beaucoup plus accessible.
L’efficacité et la productivité se concrétisent par l’élimination des temps d’arrêt et l’optimisation de chaque étape du processus. Ces objectifs peuvent désormais être atteints grâce à l’intégration des technologies numériques les plus avancées, telles que les logiciels, l’IoT et l’IA. De telles solutions soutiennent l’opérateur, assurent une surveillance en temps réel, facilitent l’interaction avec le système et améliorent la visualisation du processus. De plus, elles optimisent les activités d’exploitation, en collectant et analysant les données reçues des capteurs, des machines et des systèmes de contrôle. Ces technologies permettent de définir des priorités, de planifier les opérations d’usinage et d’interagir avec l’environnement extérieur, garantissant ainsi une efficacité maximale du processus.
- Des applications de vision artificielles augmentent la flexibilité du système et élargissent son champ d’application.
- Le logiciel de programmation STREAMLASER améliore l’efficacité matérielle et réduit les coûts.
- La fonction SAFE GRID optimise automatiquement le positionnement de la pièce par rapport aux grilles.
- Le logiciel NEXUS génère automatiquement les programmes de tri. En plus du mode de fonctionnement traditionnel, qui nécessite la définition des stratégies de tri après la création du programme d’imbrication, NEXUS permet cette définition des stratégies de tri avant la création du programme d’imbrication.
- Le logiciel du processus OPS reçoit la liste de production de l’ERP/MRP (planification des ressources/planification des besoins en capacités) de l’usine en temps réel et aide aux activités de programmation, en définissant les priorités, les règles et les algorithmes.
Augmenter la productivité d’un système laser signifie garantir son efficacité tout au long du processus. La formule de Salvagnini associe la puissance de la source à des capteurs intelligents et des solutions, à l’automatisation en amont et en aval de la découpe, à des technologies numériques et au contrôle du processus. Le résultat ? Des performances supérieures et un processus de production optimisé.
Salvagnini s’est toujours attachée à produire des systèmes avec un faible impact sur l’environnement, qui offrent la garantie d’une sécurité maximale de l’opérateur, d’une utilisation ergonomique et d’une optimisation des ressources.
Le L3.G4 est doté de sources d’énergie à haut rendement, dont certaines dépassent les 50% d’efficacité.
La technologie brevetée AVC permet de limiter la consommation d’air comprimé par les automatismes, étant donné que le vide n’est généré qu’en cas d’absolue nécessité.
L’option ACUT découpe des tôles de 20 mm d’épaisseur à l’air comprimé et avec une productivité similaire à celle de la découpe à l’azote, mais à des coûts nettement inférieurs.
Le dispositif APM2 compact et clé en main, qui peut être raccordé à l’ACUT, se connecte directement au réseau pneumatique de l’atelier et assure les valeurs de pression nécessaires au processus de découpe.
Le logiciel Impacts surveille la consommation pour l’optimiser de manière proactive.
Les technologies adaptatives, les algorithmes propriétaires, les contrôles en chaîne fermée et les solutions technologiques adoptées dans les lasers permettent de réduire efficacement la chute. Pour ce faire, elles tirent le meilleur parti des matériaux tout en réduisant la chute, avec une densité de puissance à haut rendement unique sur le marché.
Chaque système Salvagnini est conçu pour :
- durer longtemps : il peut être modifié, mis à jour ou étendu au fil des ans, en s’adaptant à de nouvelles stratégies ou à de nouveaux besoins de production ;
- recyclable en fin de vie. Chaque système est constitué avant tout de pièces mécaniques en acier et de carters de protection métalliques, peintes à l’eau sans solvant organique ni colorant contenant des métaux lourds.
Quelle que soit la technologie choisie, Salvagnini garantit :
- une sécurité maximale pour l’opérateur, certifiée par les réglementations les plus strictes ;
- utilisation maximale du système basée sur des solutions spécifiques pour chaque domaine d’application ;
- simplicité d’utilisation et logiciel propriétaire de gestion et de programmation du système, optimisé pour chaque technologie spécifique.
Le L3.G4, avec son architecture originale de portique très accessible, garantit un accès maximal à la zone de travail.
Software
L'industrie a changé : la flexibilité et l’efficacité sont des exigences fondamentales pour la gestion accrue de plus petits lots ou le changement rapide des références de pièces. Les développements technologiques ont en quelque sorte bouleversé l’équilibre entre les charges de travail, avec des systèmes de plus en plus rapides qui demandent cependant à être guidés par des programmes machine à la spécificité accrue et dont l’élaboration prend de plus en plus de temps. C’est pourquoi le logiciel revêt une importance croissante pour améliorer le rendement de l’équipement.


Logiciel de gestion de production modulaire de Salvagnini, OPS optimise l’ensemble du processus de production, en échangeant des informations en temps réel entre la machine et l’ERP/MRP de l’usine.

LINKS, solution IoT de Salvagnini, augmente le rendement global du système de découpe. LINKS permet une surveillance en temps réel des performances de la machine et une analyse indépendante.
Données techniques
| Modèles | L3-30.G4 | |
| Surface de travail X Y (mm) | 3048 x 1524 | |
| Course axe Z (mm) | 160 | |
| Vitesse maximale XY (m/min) | 170 | |
| Précision1 | ||
| Erreur Pa (mm) | 0.05 | |
| Dispersion moyenne Ps (mm) | 0.03 | |
| Sources fibre | 2000W | 3000W | 4000W | 6000W | 8000WE5 | 8000W |
| Capacité de découpe (épaisseurs maximales en mm)2 | ||||||
| Acier | 15 | 20 | 20 | 25 | 25 | 25 |
| Acier inoxydable | 10 | 12 | 15 | 20 | 25 | 25 |
| Aluminium | 8 | 10 | 15 | 20 | 25 | 25 |
| Cuivre | 5 | 8 | 8 | 8 | 10 | 10 |
| Laiton | 5 | 6 | 8 | 8 | 10 | 10 |
| Épaisseur minimale (mm) | 0.5 | |||||
| Consommation (en kW) | ||||||
| Puissance absorbée maximale (en kW)3 | 16 | 18 | 21 | 28 | 28 | 34 |
| Puissance absorbée moyenne (en kW)4 | 11 | 12 | 13 | 16 | 16 | 20 |
1 Mesure calculée selon la norme VDI3441 sur les longueurs maximales des axes.
2 La qualité de découpe sur les épaisseurs limites peut dépendre des géométries voulues, de la qualité du matériau et des conditions opérationnelles du système. En valeurs limites, le bord inférieur de la découpe peut présenter des bavures. Ces valeurs concernent les matériaux de référence Salvagnini.
3 Puissance absorbée maximale calculée sur la base de la configuration standard du système (machine, source, refroidisseur, aspirateur de fumées), dans 3 cycles de découpe sur acier doux de 0,8 à 6 mm.
4 Puissance moyenne absorbée, calculée sur la configuration de système standard (machine, source, refroidisseur, aspirateur de fumées), dans 3 cycles de découpe sur acier doux de 0,8 à 6 mm.
5 Version haut rendement.