


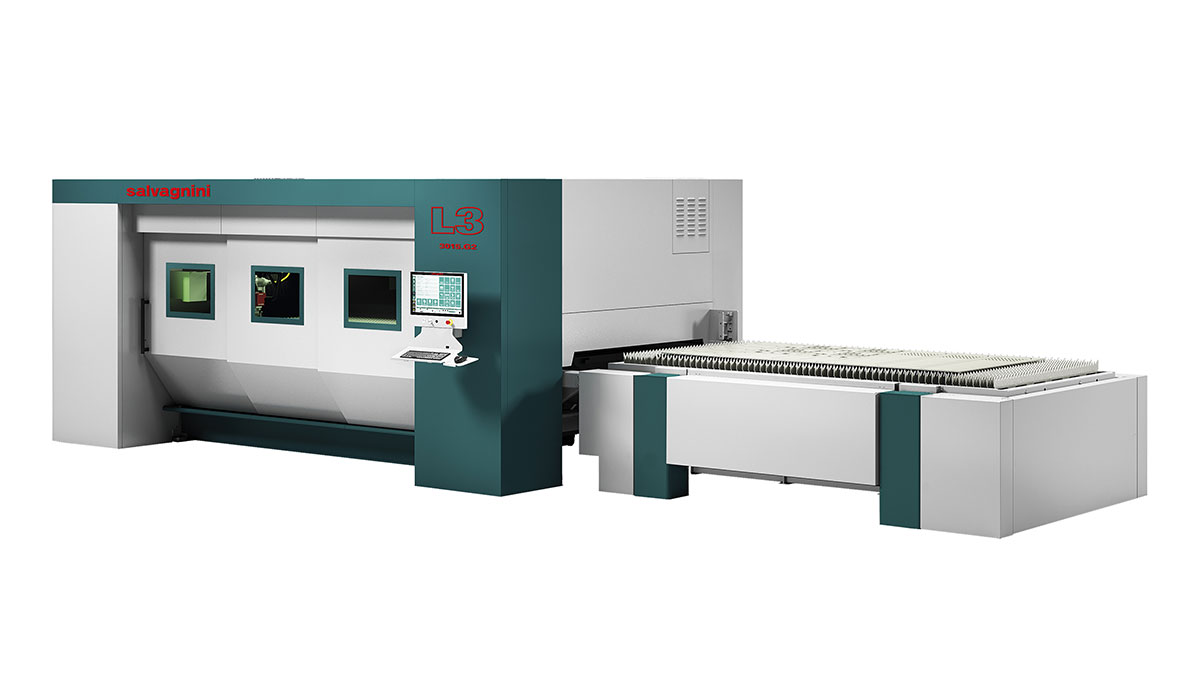
Адаптивный волоконный лазер
L3 – это универсальный многоцелевой станок лазерной резки, спроектированный для самого широкого использования независимо от области применения, материалов и толщины.

Обзор продукта
Устройства хранения, автоматической загрузки, выгрузки и сортировки усиливают автономность системы и повышают ее эффективность как на отдельных этапах обработки, так и на протяжении всего производственного процесса, позволяя устранить узкие места и снизить затраты на рабочую силу .
Фирменный набор функций собственной разработки TRADJUST, простой и интуитивно понятный многозадачный интерфейс, легкий доступ, переносной терминал на борту машины, система искусственного зрения, а также решения для отслеживания и идентификации деталей позволяют операторам легко справляться с любыми проблемами, которые могут возникать в ежедневной работе, и делают лазер L3 легким и удобным в эксплуатации.
Передовые технические решения, полный контроль процесса благодаря использованию самых современных датчиков, внедрение цифровых технологий и программного обеспечения OPS для управления производством в режиме реального времени позволяют устранить операции с низкой добавленной стоимостью, исключить время простоя и сократить себестоимость детали, увеличивая тем самым эффективность предприятия.

Конструкция аэропланного типа
Запатентованная компанией «Сальванини» конструкция несущей балки с легким манипулятором аэропланного типа дает множество преимуществ: высокая жесткость структуры, быстрота, точность позиционирования, удобный доступ ко всей рабочей зоне.
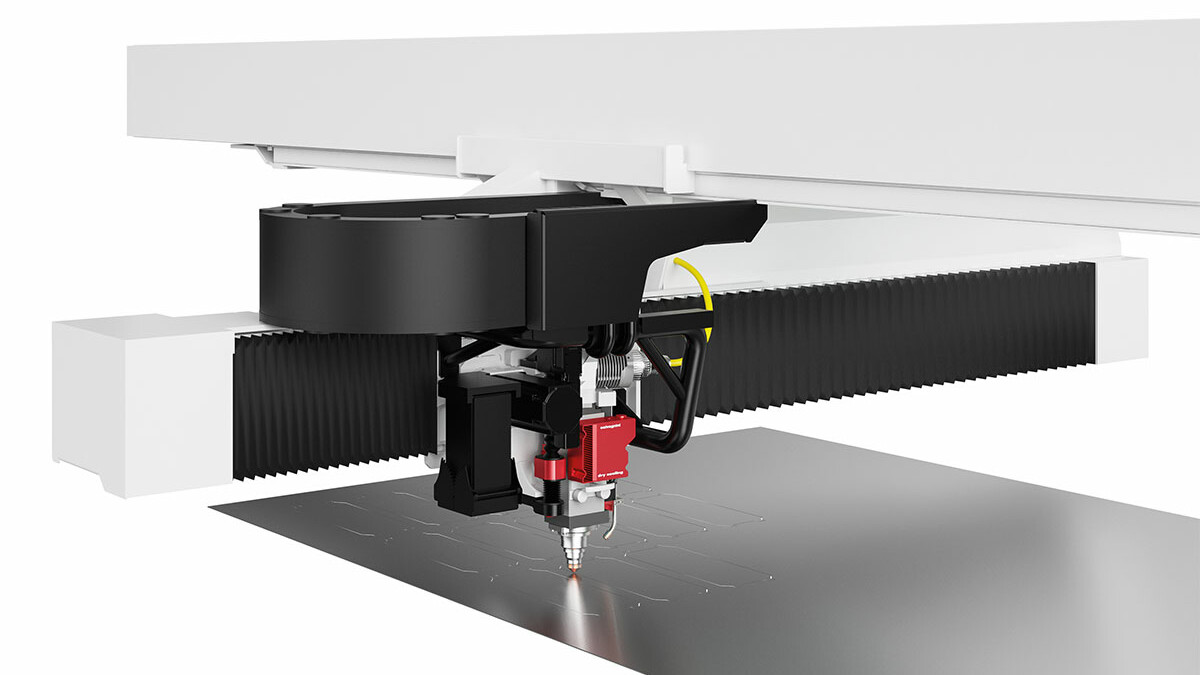
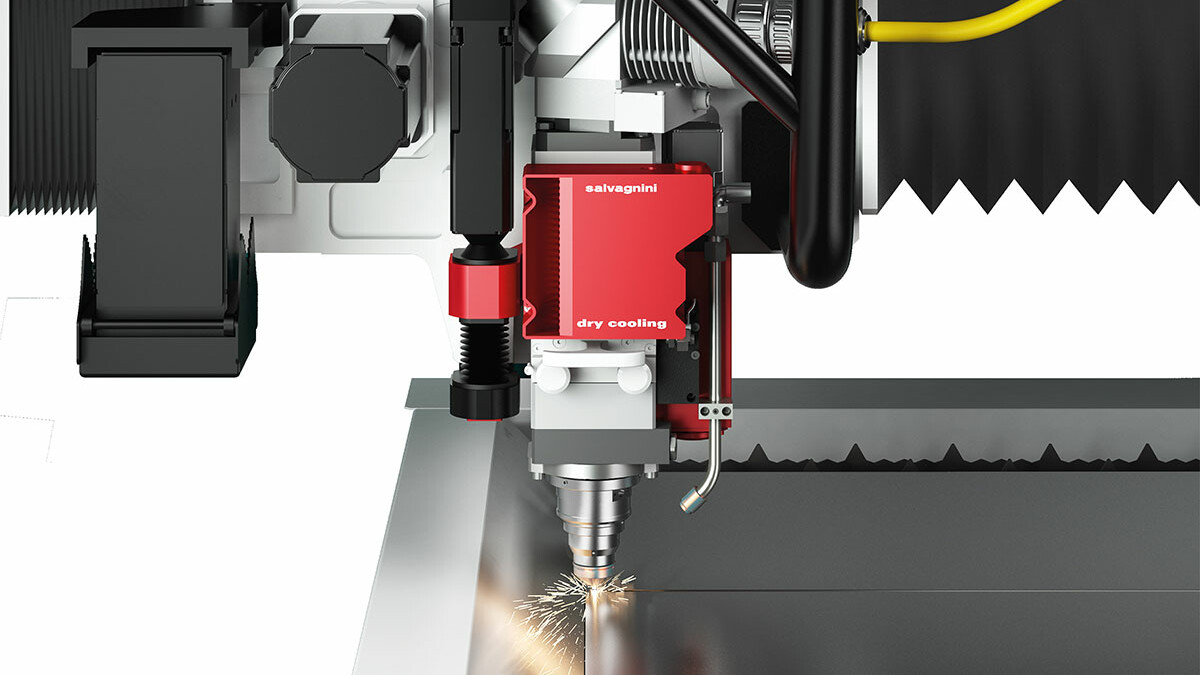
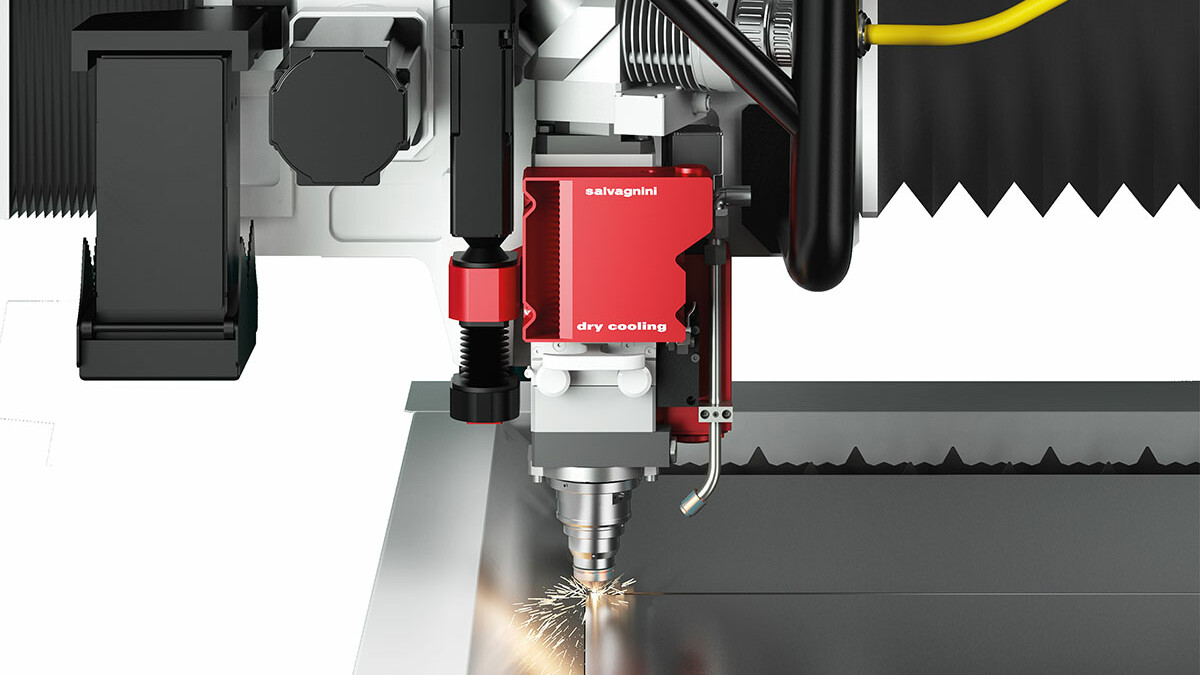
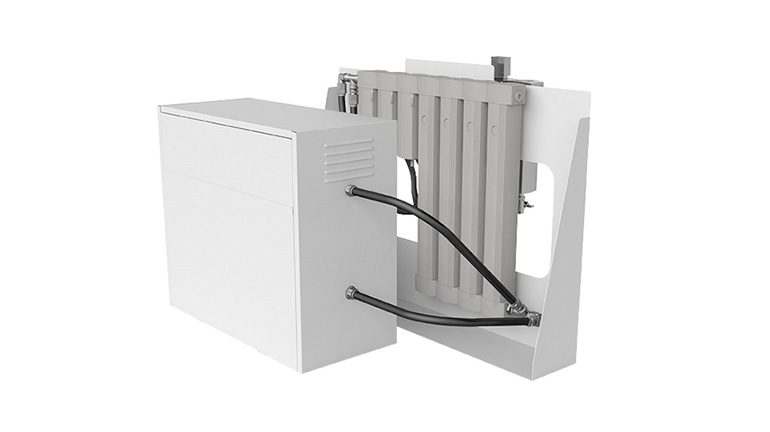
Лазерная головка «Сальванини»
L3 имеет оптическую головку с одной линзой, которая обеспечивает высочайшее качество резки на всем диапазоне толщин. Переход на другую продукцию осуществляется чрезвычайно быстро, так как нет необходимости в переналадке. Запатентованная технология СУХОГО ОХЛАЖДЕНИЯ осуществляет активный контроль температуры линз.
TRADJUST
Функция TRADJUST, интегрированная в фирменную систему управления Salvagnini, используется для автоматического регулирования параметров резки в соответствии с траекториями. Данная функция делает L3 более легкой в эксплуатации, так как используется единый параметр резки для любого материала и толщины независимо от профиля резки.


Производство 4.0
Цифровая трансформация и Индустрия 4.0 являются ключевыми факторами сохранения конкурентоспособности на рынке. Применяя эти концепции, можно реализовывать и управлять сложными, интегрированными, высокопроизводительными системами с высоким уровнем автоматизации. Они также могут помочь в разработке простых решений, не требующих структурных изменений производственной схемы, что делает интеллектуальное производство намного более доступным.
ANC
Устройство автоматической смены сопла, оснащенное магазином для хранения сопел, увеличивает автономность системы L3 при безлюдном производстве.

APC2
Адаптивный датчик процесса осуществляет мониторинг этапа прожига в режиме реального времени, чтобы улучшить качество и увеличить скорость производства. Кроме того, этот датчик контролирует наличие непрорезов и в случае сбоя останавливает процесс и возобновляет его с надлежащим образом откорректированными параметрами. Он также используется для автоматического поиска фокусного расстояния.
AQM/APM
Это устройства «под ключ», которые служат дополнением к опции ACUT и подключаются непосредственно к заводской системе подачи сжатого воздуха или к компрессору, размещенному перед системой. Устройство AQM фильтрует воздух, а APM корректирует давление, чтобы оно соответствовало значениям, необходимым для процесса резки.
В мире лазерной резки автоматизация играет все более важную роль: во-первых, высокая скорость резки может превратить операции загрузки и выгрузки в узкие места производства, во-вторых, автоматизация помогает сократить затраты на рабочую силу. Станции загрузки/выгрузки и сортировки отвечают всем требованиям автоматизации: от автономных станков, до интегрированных в гибкие производственные модули или в автоматические цеха с безлюдным производством.
CPE
устройство смены поддонов CPE при ручной загрузке и выгрузке используется для быстрой смены поддонов; подлежащий обработке материал всегда проходит над уже разрезанными листами;
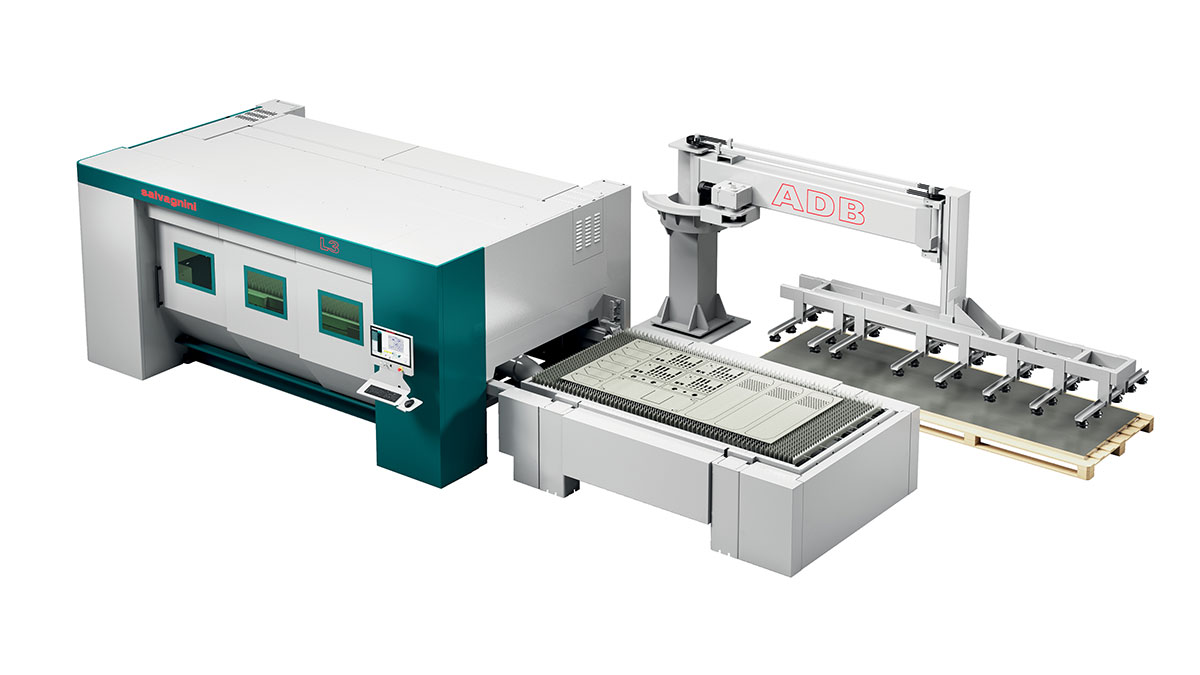
ADB
устройство ADB автоматически забирает лист из стопки параллельно с выполнением других операций;
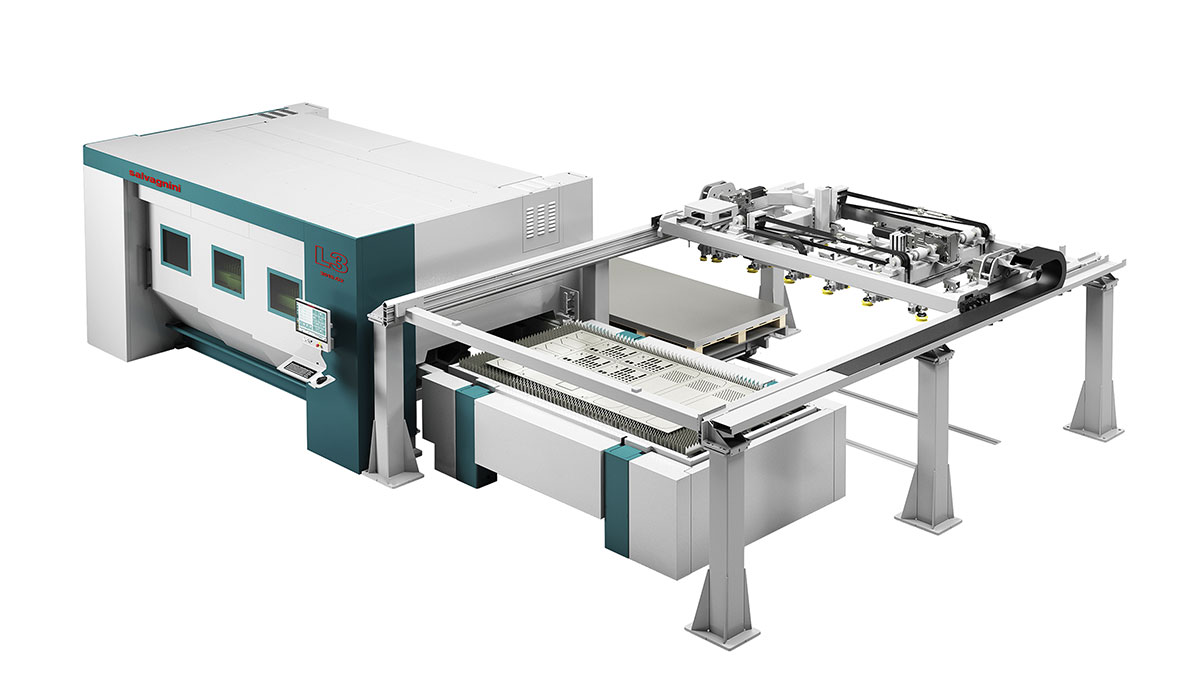
ADLU & ADLL
устройства ADLU и ADLL автоматизируют загрузку металлических листов и выгрузку вырезанных деталей, обеспечивая очень быстрый рабочий цикл; эти устройства также позволяют устранить промежуточные операции, обычно выполняемые оператором, и спроектированы для интеграции с MCU;
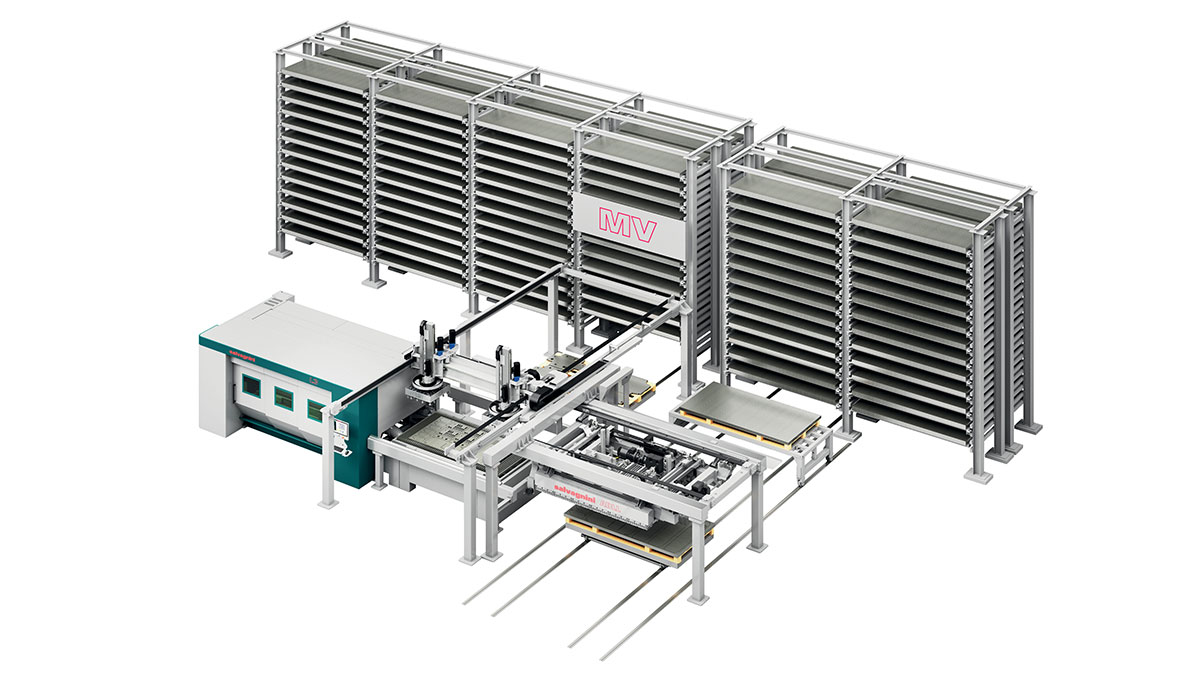
MV
склад MV с подъемно-транспортным механизмом позволяет вести работу без участия оператора и обеспечивает высокий уровень автономности в управлении листовым металлом, заготовками и готовыми деталями.

Умная система, неизменное качество
Практически все, что вы когда-либо хотели знать о волоконном лазере L3, объяснено доступным образом.
На производительность лазера оказывают влияние рыночные факторы, и эти факторы система не может контролировать (например, размеры партий, частота смены производства, разнообразие материалов и толщин); и технологические факторы, которые связаны с особенностями системы резки (мощность источника лазера, уровень автоматизации и использования цифровых технологий).
Сфера применения с учетом особого набора материалов, толщин и стратегий производства является решающим фактором при выборе технологии: сделать ставку на универсальность, которую предлагает L3, или отдать предпочтение высоким динамическим характеристикам как у L5.
Все более мелкие размеры партий требуют быстрой автоматизации, переход на другую продукцию осуществлялся быстро или его подготовка происходила параллельно выполнению других операций. «Сальванини» предлагает широкий выбор решений: это могут быть высокопроизводительные модульные и компактные системы для увеличения объемов производства или же системы, позволяющие выполнять обработки далее по линии, спроектированные для наиболее эффективной интеграции с существующим производственным потоком на предприятии.
Диапазон обрабатываемых толщин и эксплуатационные характеристики зависят от мощности источника лазера. Для удовлетворения различных производственных потребностей «Сальванини» предлагает два источника лазера: 6 кВт с высокой плотностью излучения и 10 кВт.
Эффективность и высокая производительность достигаются за счет устранения простоя оборудования, благодаря оптимизации процесса и простой системе управления: эти цели могут быть достигнуты с помощью цифровых решений, облегчающих работу оператора и программного обеспечения управления процессом OPS, которое в режиме реального времени обеспечивает обмен данными с управленческо-логистическим комплексом предприятия (ERP) и помогает сбалансировать производственный поток.
Увеличить производительность лазерной резки означает гарантировать ее эффективность на протяжении всего процесса. Формула, которую использует «Сальванини», объединяет мощность источника лазера, «умные» датчики и интегрированные в L3 решения, автоматизацию до и после процесса раскроя по линии и внедрение цифровых технологий. Результат? Более высокие эксплуатационные характеристики и оптимизированный процесс производства.
L3 оснащен одной лазерной головкой, спроектированной компанией Salvagnini, которая используется для резки всех допустимых материалов и толщин. Установка оснащена запатентованной системой СУХОГО ОХЛАЖДЕНИЯ, которая используется для активного контроля температуры линз. Датчики процесса контролируют и адаптируют процесс пробивки в режиме реального времени, выполняя мониторинг непрорезов, останавливая процесс и возобновляя его со скорректированными параметрами. Функция TRADJUST, интегрированная в собственную систему контроля, обеспечивает автоматическое регулирование параметров в соответствии с траекторией, облегчая тем самым использование системы.
Рынок требует передовых высокопроизводительных решений с высокой степенью автоматизации, которые при этом просты в использовании и обслуживании. L3 – это гибкая система лазерной резки: запатентованные функции собственной разработки, многозадачный интерфейс и система искусственного зрения помогают операторам в их ежедневной работе. Программное обеспечение «Сальванини» соединяет лазер с управленческо-логистическим комплексом предприятия и другим оборудованием, расположенным далее по линии. Это позволяет обеспечить отслеживаемость деталей, помочь оператору с их сортировкой и сообщать информацию о ходе выполнения задач в режиме реального времени руководителю производства или виртуальной системе управления.
Системы искусственного зрения, применяемые на L3, упрощают действия, которые требуют времени или при выполнении которых могут быть допущены ошибки, приводящие к браку и образованию отходов. Это простые решения, которые повышают гибкость системы и расширяют сферу ее применения. AVS превращает лазерную резку в рабочую станцию после пробивки, гарантируя тем самым максимальную точность вырезанных деталей. SVS позволяет использовать отходы и металлические обрезки, удовлетворяя срочную потребность в материале или заменяя бракованные детали, испорченные на последующих участках обработки. NVS контролирует центрирование лазерного пучка и использует алгоритмы машинного обучения для отслеживания состояния сопла и уменьшения количества отходов.
Это идеальное сочетание: внедрение цифровых технологий привело к разработке простых решений, которые преобразовали традиционные процессы в «умные» производственные потоки. OPS программное обеспечение модульного типа для управления производством получает список производства от заводского ERP/MRP в режиме реального времени и поддерживает программирование, определяя приоритеты, правила и алгоритмы. Таким образом, OPS помогает автоматизировать процесс, добавляя в систему «умные» элементы. Система OPS включает в себя следующие приложения, которые облегчают выполняемые в цеху операции: PDD, которое посредством монитора помогает оператору выполнять ручное разделение деталей и их сортировку, и LPG, которое посредством лазерной указки подсказывает оператору последовательность захвата деталей.
Эти задачи будут связаны в основном с повышением автономности и эффективности. Автоматизация операций загрузки, выгрузки и сортировки ведет к увеличению производительности системы резки и оказывает положительное влияние на всю production производственную цепочку. Внедрение простого и быстрого программного обеспечения для офиса снижает риск превращения программирования в узкое место производства. Интеграция управленческо-логистического комплекса предприятия, корпоративной системы планирования материальных ресурсов и технологического программного обеспечения для управления производством автоматизирует распределение информации и помогает создать безошибочное производство с минимальными затратами.
Автоматизация играет все более важную роль: для высокопроизводительных систем лазерной резки требуются устройства загрузки/выгрузки/сортировки с аналогичной производительностью. Эти решения не только обеспечивают более высокую эффективность и автономность обслуживаемых ими систем, они также позволяют сократить затраты на рабочую силу и период окупаемости инвестиций.
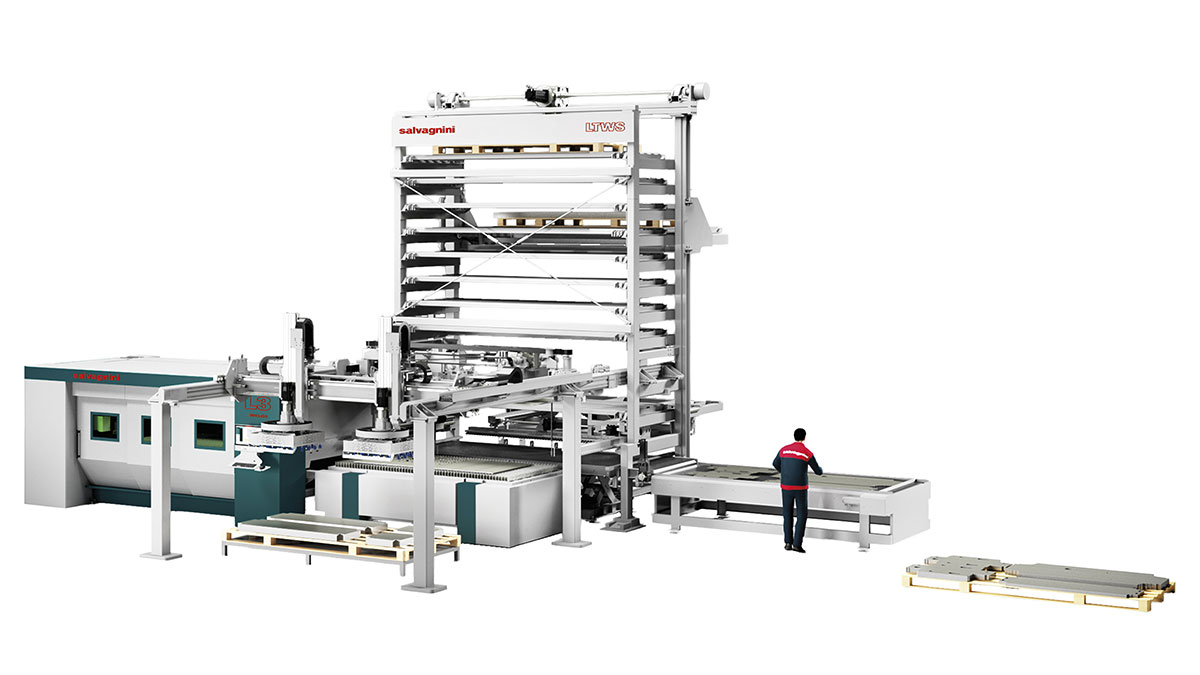
Данные из LINKS, решение компании Salvagnini IoT демонстрируют, что эффективность автономной лазерной системы обычно не превышает 60%. Данный параметр меняется в зависимости от конфигурации оборудования: автоматизированные системы демонстрируют более высокую эффективность, достигающую 80% для решений с горизонтальной загрузкой и выгрузкой и до 90% при использовании башни-склада LTWS.
Минимальный уровень автоматизации для лазера L3 обеспечивается наличием быстродействующего электрического устройства смены поддонов CPE. Подлежащий обработке материал всегда проходит над уже разрезанными листами, исключая тем самым падение обрезков на новый лист.
Башня-склад LTWS выполняет автоматическую загрузку и выгрузку материала, что позволяет увеличить автономность системы резки. Таким образом обеспечивается доступность разных материалов различной толщины для производства в режиме «точно в срок», сокращая время ожидания на подачу материала и зависимость от оператора. При малых объемах и быстром переходе на другую продукцию башня-склад LTWS является наилучшим выбором.
Башня-склад LTWS позволяет достичь еще большей производительности, если она оснащена устройством сортировки. Это может быть автоматическая сортировочная система MCU или ручное TN. Башня-склад работает с различными материалами, которые отличаются по размерам и толщине, сокращает время ожидания и позволяет выполнять операции загрузки и выгрузки максимально быстро: всего за 50 секунд. Программное обеспечение для управления складом STORE способно идентифицировать опустошенные загрузочные поддоны, чтобы использовать их для загрузки вырезанных деталей, повышая тем самым автономность системы.
Программное обеспечение
Промышленность изменилась: гибкость и эффективность являются основными требованиями для управления все более мелкими партиями или высокой скоростью товарооборота. Развитие технологий в определенном смысле нарушило баланс рабочих нагрузок, поскольку все более быстрые системы, требуют все более и более точных машинных программ управления, создание которых отнимает все больше времени. Вот почему программное обеспечение становится все более важным для повышения эффективности машин.


OPS – это модульное программное обеспечение Salvagnini для управления производством, которое оптимизирует весь производственный процесс, обмениваясь информацией в режиме реального времени между оборудованием и ERP/MRP предприятия.

Salvagnini’s IoT это решение компании Salvagnini, которое увеличивает общую эффективность панелегиба. LINKS позволяет в режиме реального времени выполнять независимый анализ и мониторинг производительности оборудования.
Технические данные
| Модели | L3-30 | L3-40 | L3-4020 | L3-6020 |
| Рабочий диапазон X-Y (мм) | 3048 x 1524 | 4064 x 1524 | 4064 x 2032 | 6096 x 2032 |
| Ход по оси Z (мм) | 100 | 100 | 100 | 100 |
| Максимальная скорость при движении по осям X-Y (м/мин.) | 156 | 156 | 156 | 156 |
| Точность1 | ||||
| Погрешность Pa | 0,08 | 0,08 | 0,08 | 0,08 |
| Средняя дисперсия Ps | 0,03 | 0,03 | 0,03 | 0,03 |
| Источники волоконного лазера | 2000W | 3000W | 4000W | 6000W | 8000WE* | 8000W | 10000W |
| Диапазон резки (максимальная толщина в мм)2 | |||||||
| Сталь | 15 | 20 | 20 | 25 | 25 | 25 | 25 |
| Нержавеющая сталь | 10 | 12 | 15 | 20 | 25 | 25 | 30 |
| Алюминий | 8 | 10 | 15 | 20 | 25 | 25 | 30 |
| Медь | 5 | 8 | 8 | 8 | 10 | 10 | 10 |
| Латунь | 5 | 6 | 8 | 8 | 10 | 10 | 10 |
| Минимальная толщина (мм) | 0,5 | ||||||
| Энергопотребление (в кВт) | |||||||
| Максимальная потребляемая мощность (в кВт)3 | 16 | 18 | 21 | 28 | 28 | 34 | 42 |
| Средняя потребляемая мощность (в кВт)4 | 11 | 12 | 13 | 16 | 16 | 20 | 24 |
1 Величина, рассчитанная по стандарту VDI3441 по максимально допустимой длине осей.
2 Качество резки листов с предельно допустимой толщиной может зависеть от требуемой геометрии, качества материала и условий работы системы. При максимальных значениях толщины при резке возможны заусенцы с нижней стороны. Эти значения относятся к эталонным материалам Salvagnini.
3 Максимальная потребляемая мощность, рассчитанный на системе со стандартной конфигурацией при резке 3 контрольных листов мягкой стали толщиной 0,8-6 мм.
4 Средняя потребляемая мощность, рассчитанный на системе со стандартной конфигурацией при резке 3 контрольных листов мягкой стали толщиной 0,8-6 мм.
*Высокоэффективная версия.