


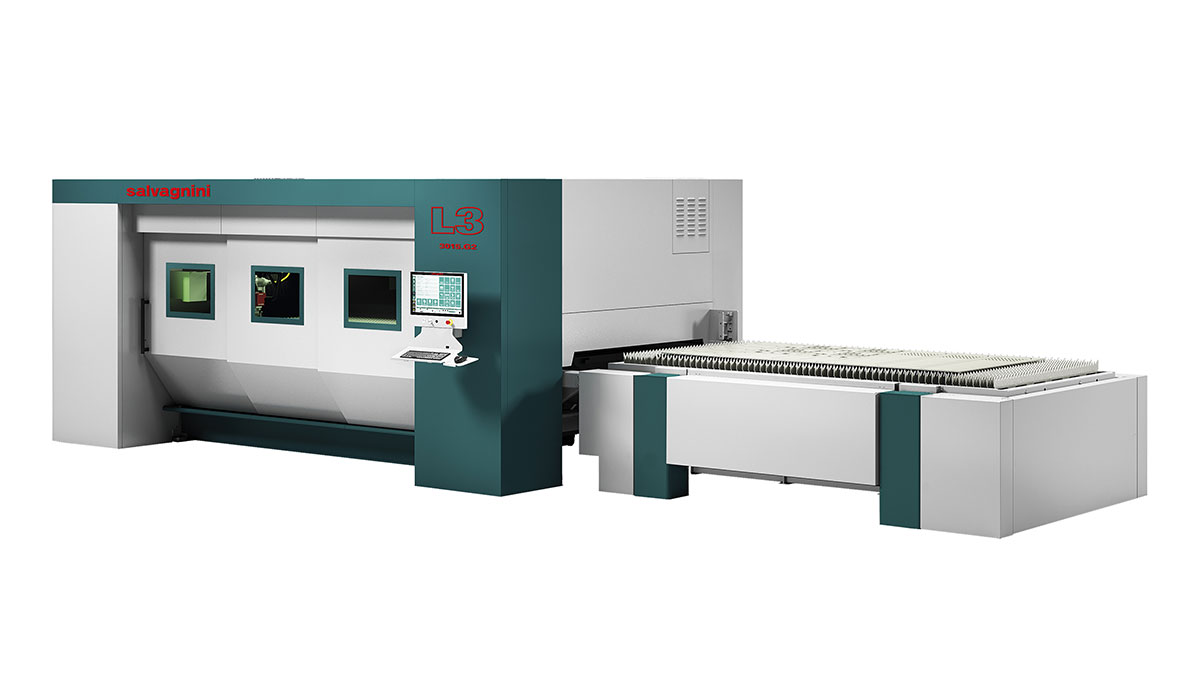
Anpassningsbar fiberlaser
L3 är en mångsidig kombinationslaser utformad för transversell användning, med vilka applikationer, material och tjocklekar som helst.

Produktöversikt
Lagrings- och automatiska laddnings-, utmatnings- och sorteringsanordningar ökar systemets autonomi och återfår effektivitet både i enskilda bearbetningssteg och i hela produktionsprocessen, vilket eliminerar flaskhalsar och minskar arbetskraftskostnadernas inverkan.
Egenutvecklade funktioner som TRADJUST, det enkla och intuitiva multi-gränssnittet, tillsammans med stor tillgänglighet, den bärbara terminalen ombord på maskinen, de artificiella visionssystemen och lösningarna för spårning och identifiering av delar, gör det möjligt för operatörerna att utan ansträngning lösa alla problem som de stöter på i sitt dagliga arbete, vilket gör L3 smidig och lätt att använda.
Avancerade tekniska lösningar, full kontroll av processen med avancerade sensorer, digitalisering och OPS-mjukvaran för produktionshantering i realtid eliminerar operationer med lågt mervärde, nollställer driftavbrottstider och minskar kostnaden per del, vilket ökar fabrikens prestanda.

Flygplansstruktur
Salvagnini har patenterat en bärande balkstruktur med en lättviktig flygplansmanipulator som erbjuder många fördelar: hög styvhet, snabbhet, precision i positioneringen och tillgänglighet till hela arbetsbordet.
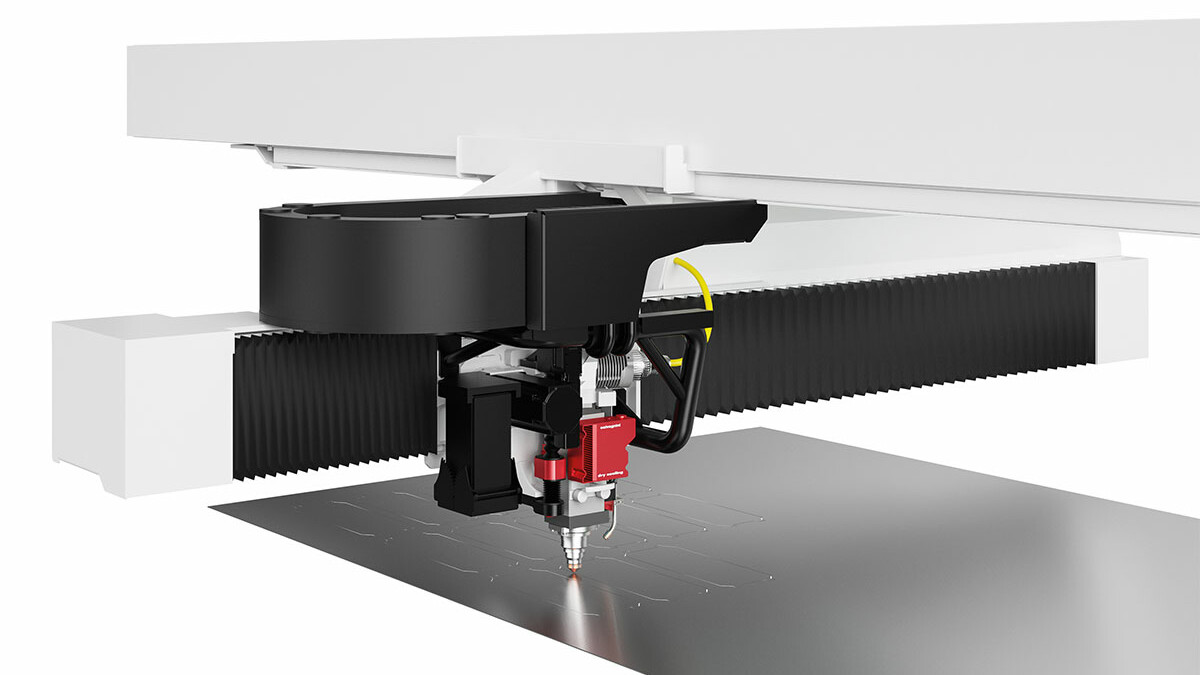
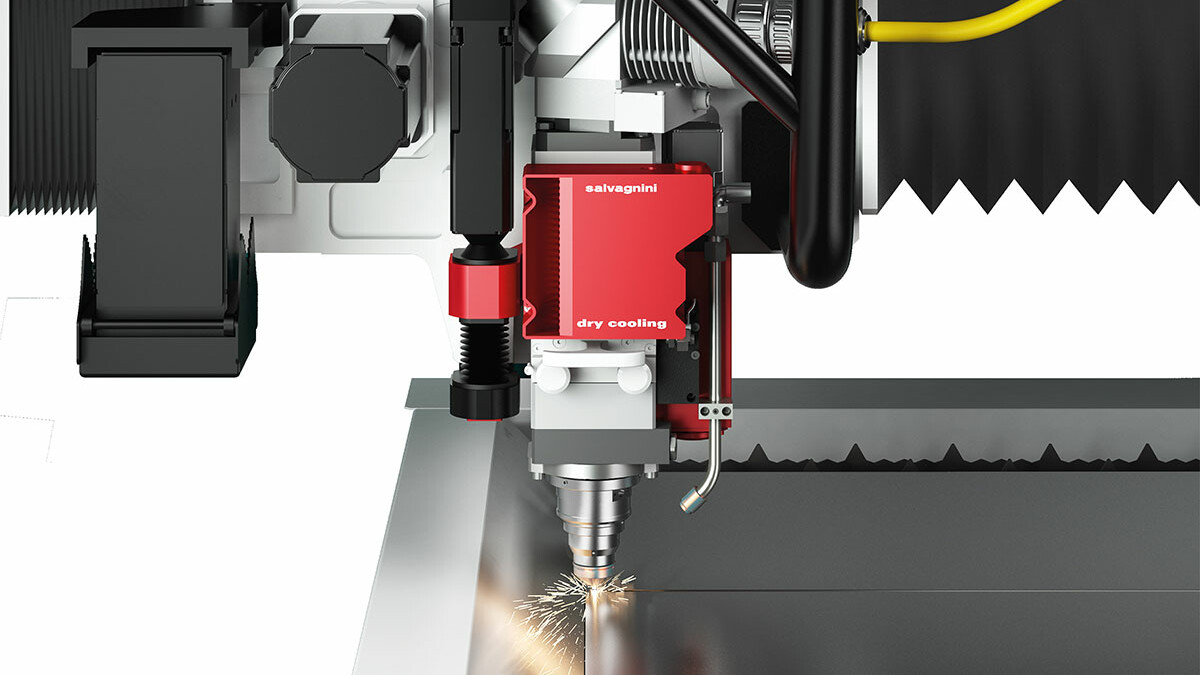
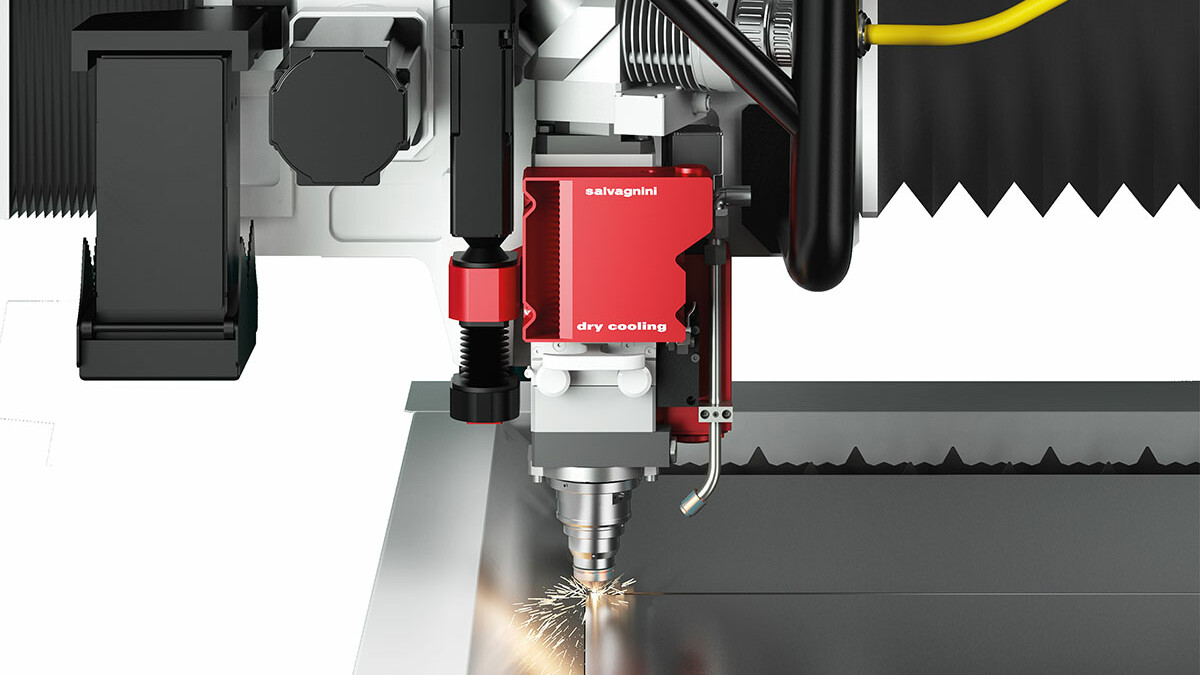
Salvagnini laserhuvud
L3 har ett enda optiskt huvud som skär hela det bearbetningsbara tjockleksintervallet med högsta kvalitet. Produktionsförändringar är extremt snabba, eftersom inga justeringar är nödvändiga. Den patenterade DRY-COOLING-tekniken reglerar aktivt temperaturen i optiken.
TRADJUST
TRADJUST-funktionen, som är integrerad i Salvagninis egenutvecklade styrsystem, används för automatisk modulering av skärparametrarna enligt banorna. Det gör L3 lättare att använda, eftersom den använder en enda skärparameter för varje material och tjocklek, oavsett skärprofilens storlek.


Industri 4.0
Digital omvandling och Industri 4.0 är viktiga ämnen för att hålla sig konkurrenskraftiga på marknaden. De kan implementera och förvalta komplexa, integrerade, högt automatiserade högpresterande system och hjälpa till att utveckla enkla lösningar som inte kräver några strukturella förändringar av produktionslayouten, vilket gör den smarta tillverkningens värld mycket mer lättillgänglig.
ANC
Den automatiska munstycksväxlaren med munstyckshållarmagasin ökar L3:ns autonomi vid obemannad produktion.

APC2
Den adaptiva processensorn övervakar genomträngningen i realtid, för högre hastighet och högre kvalitet. Den kontrollerar också eventuella skärförluster, och i händelse av ett fel stoppar processen och återupptar den med lämpliga ändrade parametrar. Den används också för att automatiskt söka efter brännvidden.
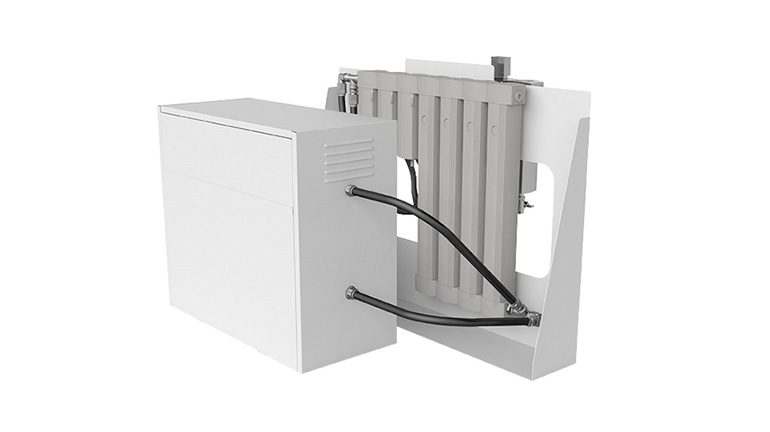
AQM/APM
De är nyckelfärdiga enheter som kompletterar ACUT och ansluts direkt till fabrikens pneumatiska försörjning eller till en kompressor uppströms i systemet. AQM filtrerar luften medan APM säkerställer de tryckvärden som krävs för skärprocessen.
I laservärlden spelar automation en allt viktigare roll: Å ena sidan riskerar skärhastigheten att förvandla laddning/utmatning till flaskhalsar, å andra sidan kan automation hjälpa att reducera arbetskostnadernas inverkan. Laddnings-/utmatnings- och sorteringsanslutningar uppfyller alla automationskrav: från fristående drift till integration i flexibla stationer eller i automatiska obemannade fabriker.
CPE
Bordsväxlaren CPE för manuell lastning-avlastning används för snabbt pallbyte. Råmaterialet matas alltid in ovanför den utgående skurna plåten.
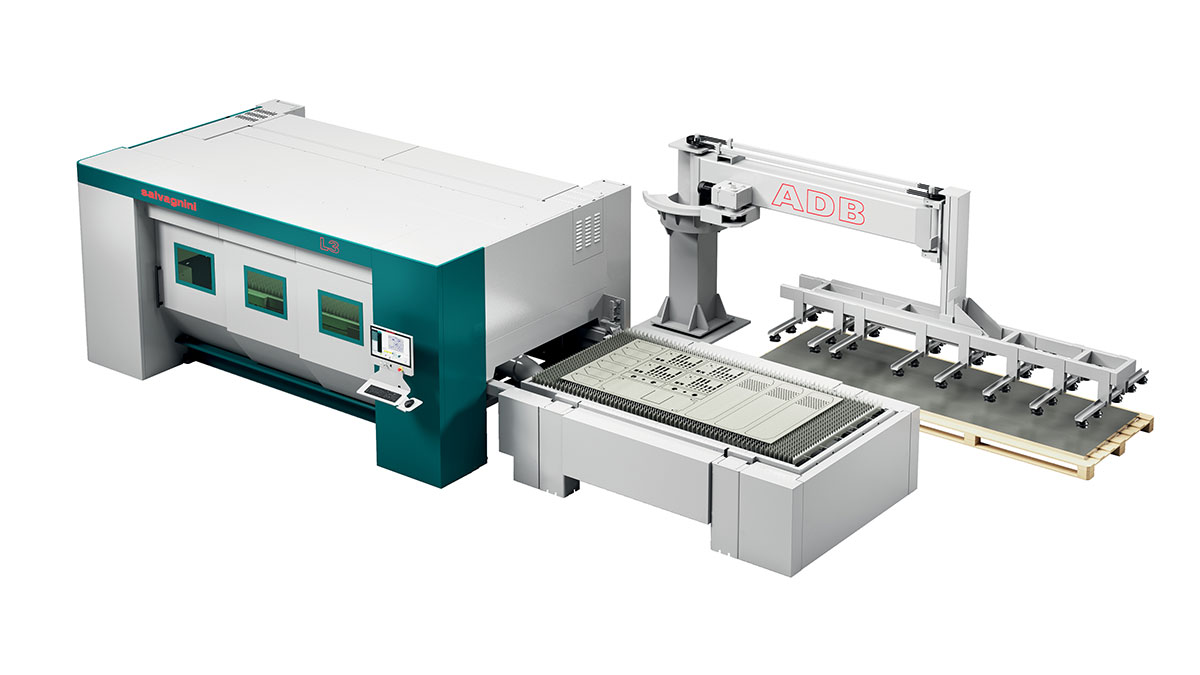
ADB
ADB-laddaren plockar automatiskt upp plåten från ett paket i maskerad tid.
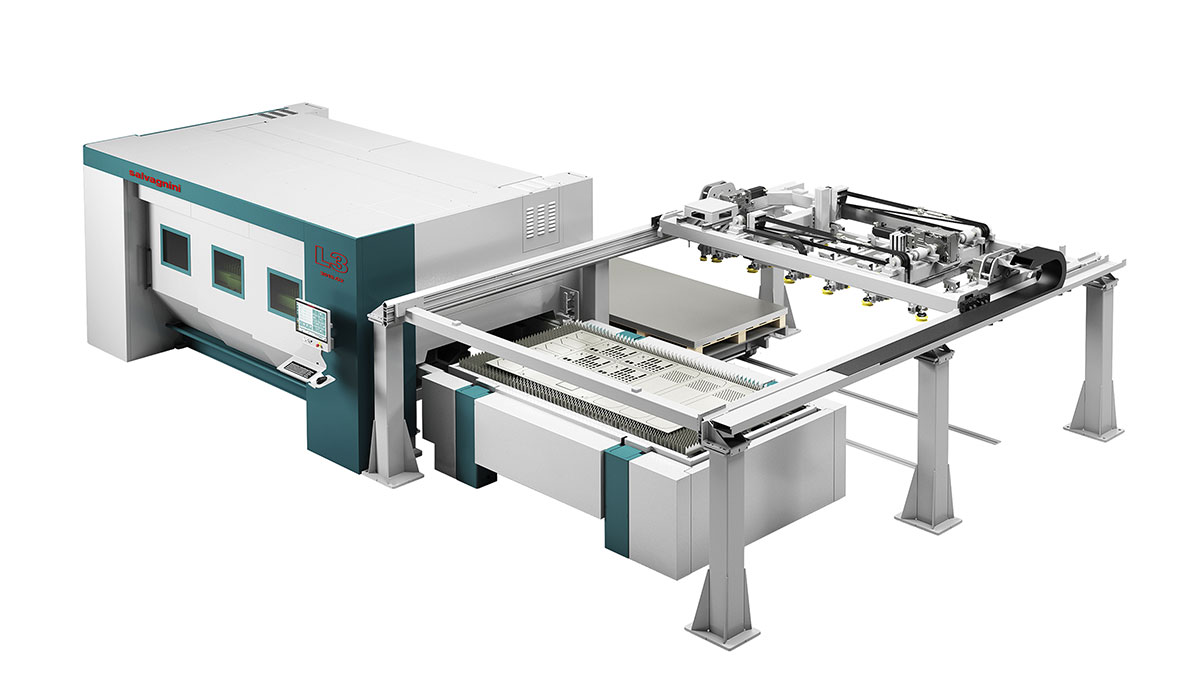
ADLU och ADLL
ADLU- och ADLL-enheterna automatiserar laddning av plåt och utmatning av de skurna plåtarna, med mycket snabba cykeltider. De eliminerar också den mellanhandshantering som vanligtvis görs av operatören och de är utformade för integration med MCU.
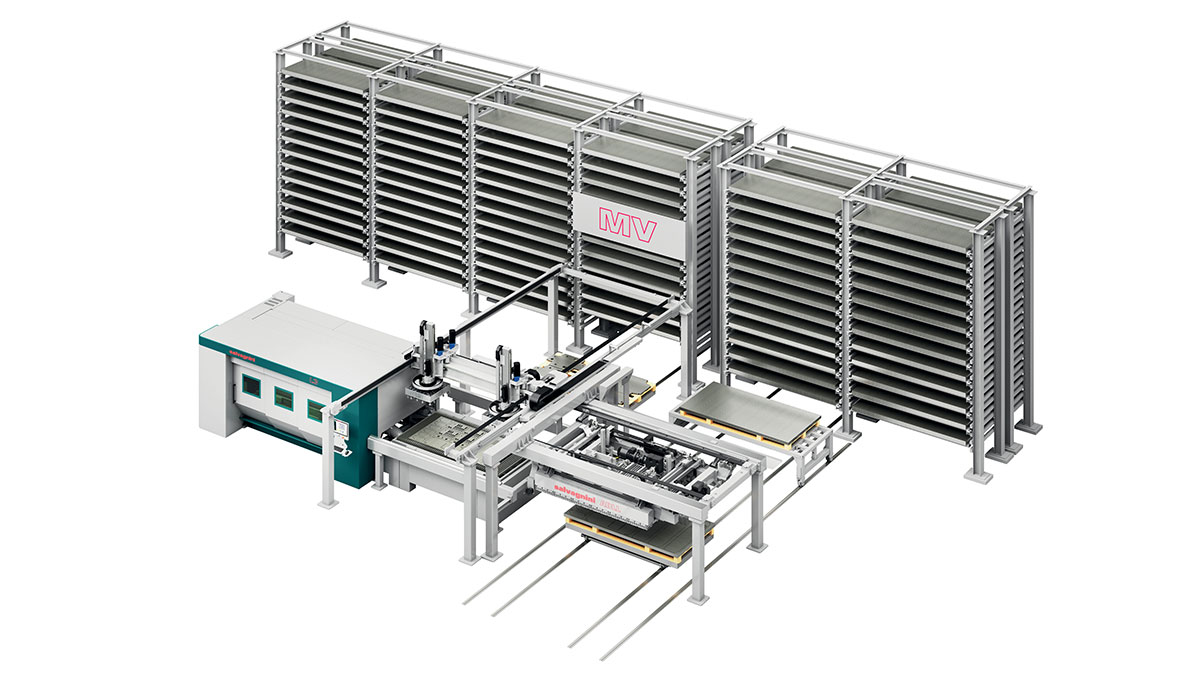
MV
MV palletlager med plockkran möjliggör obemannad drift, vilket ger hög autonomi vid hantering av plåt och halvfabrikat eller färdiga delar.

Intelligent system, konstant kvalitet
Praktiskt taget allt du någonsin velat veta om L3 fiberlaser utförligt förklarat.
En lasers produktivitet påverkas av marknadsfaktorer, dvs. allt som systemet inte kan kontrollera, t.ex. satsstorlek, frekvens av produktionsändringar och blandning av material/tjocklekar, och av teknologiska faktorer, som är kopplade till skärsystemets egenskaper, t.ex. källkraft, automationsnivå och digitalisering.
Användningsområdet, med dess specifika blandning av material, tjocklekar och produktionsstrategier, är den viktigaste faktorn vid valet av teknologi: mångsidig och tvärgående, som i fallet med L3, eller med hög dynamik, som i fallet med L5.
Allt mindre partistorlekar behöver snabb automation för snabba eller maskerade produktionsändringar. Salvagnini erbjuder ett brett utbud av lösningar: högpresterande system som är modulära och kompakta för att hantera ökad effekt, liksom system som är öppna för nedströms processer och utformade för att effektivt integreras i fabrikens produktionsflöde.
Utbudet av tjocklekar och skärprestanda beror på källans kraft. För att möta olika produktionsbehov har Salvagnini introducerat två källor: 6kW hög densitet och 10kW.
Effektivitet och produktivitet uppnås genom att eliminera driftstopp, optimera processen och förenkla styrsystemet: dessa mål kan uppnås med digitala lösningar som ger hjälp under operatörens arbete och OPS-processprogramvaran som hanterar informationsutbytet med ERP i realtid och balanserar produktionsflödet.
Att öka lasersystems produktivitet innebär att man garanterar effektivitet genom hela processen. Salvagnini-formeln blandar kraften i källan med intelligenta sensorer och lösningar integrerade i L3 lasersystem, automation före och efter skärprocessen och digitalisering. Resultatet? Högre prestanda och en optimerad produktionsprocess.
L3 är utrustad med ett enda laserhuvud, designat av Salvagnini, som används för att skära alla tillåtna material och tjocklekar. Det är utrustat med det patenterade DRY-COOLING-systemet, som används för att aktivt styra temperaturen på den optiska enheten. Processens sensorer kontrollerar och anpassar genomträngningen i realtid, övervakar eventuella skärförluster, stoppar processen och startar om den med korrekt korrigerade parametrar. Funktionen TRADJUST, som är integrerad i den egenutvecklade styrningen, säkerställer automatisk parametermodulering enligt banorna, vilket gör systemet enklare att använda.
Marknaden kräver banbrytande system, med hög prestanda, som är automatiserade men ändå enkla att använda, hantera och underhålla. L3 är en smidig laser: de egenutvecklade funktionerna, det mångsidiga människa-maskingränssnittet och de artificiella visionssystemen hjälper operatörerna att enkelt lösa problemen i sitt dagliga arbete. Salvagninis mjukvarulösningar ansluter effektivt lasern till fabrikens ERP-system och annan teknik i efterföljande led, vilket garanterar att delarna kan spåras, hjälper operatören att sortera delarna och ger feedback i realtid till produktionsledaren, oavsett om denne är mänsklig eller virtuell.
De artificiella visionsystem som implementeras på L3 förenklar operationer som kräver tid eller genererar fel och avfall. Det är enkla lösningar som ökar systemets flexibilitet och utökar dess användningsområde. AVS förvandlar laserskärning till en arbetsstation efter stansning, vilket garanterar maximal precision hos de skurna delarna. SVS återvinner rester och återstående plåt, svarar på akuta behov eller ersätter avfall i nedströms bearbetningar. NVS kontrollerar att laserstrålen är centrerad och använder algoritmerna för maskininlärning för att övervaka munstyckets tillstånd och minska avfallet.
Det är den perfekta kombinationen: digitaliseringen har lett till utvecklingen av enkla lösningar, som har förvandlat flera traditionella processer till smarta produktionsflöden. OPS, den modulära mjukvaran för produktionshantering, tar emot produktionslistan från fabrikens ERP/MRP i realtid och stöder programmeringsarbeten genom att definiera prioriteringar, regler och algoritmer. OPS hjälper därför till att automatisera processen och lägger till intelligens i systemet. OPS-applikationerna för förenklad verkstadshantering inkluderar PDD, som hjälper operatören via bildskärmen för manuell separering och sortering av delar, och LPG, som laserstyr operatören i plocksekvensen.
Dessa utmaningar gäller i synnerhet återhämtningen av autonomi och effektivitet. Automatisering av laddning/inmatning/sortering säkerställer förbättrad skärsystemprestanda och ger fördelar för hela produktionens tillverkningskedja. Genomförandet av enkla, snabba kontorsprogram minskar risken för att programmering förvandlas till en flaskhals i produktionen. Genom att integrera ERP/MRP och processprogramvaran för att hantera produktionen automatiseras distributionen av information, vilket bidrar till att skapa en smidig, felsäker produktionsmiljö.
Automation spelar en allt viktigare roll: de högpresterande lasersystemen kräver laddnings-/utmatnings-/sorteringsenheter som är lika högpresterande. Dessa lösningar garanterar inte bara större effektivitet och självständighet för de system de arbetar för, de minskar också arbetskostnadernas inverkan och investeringstidens avkastning.
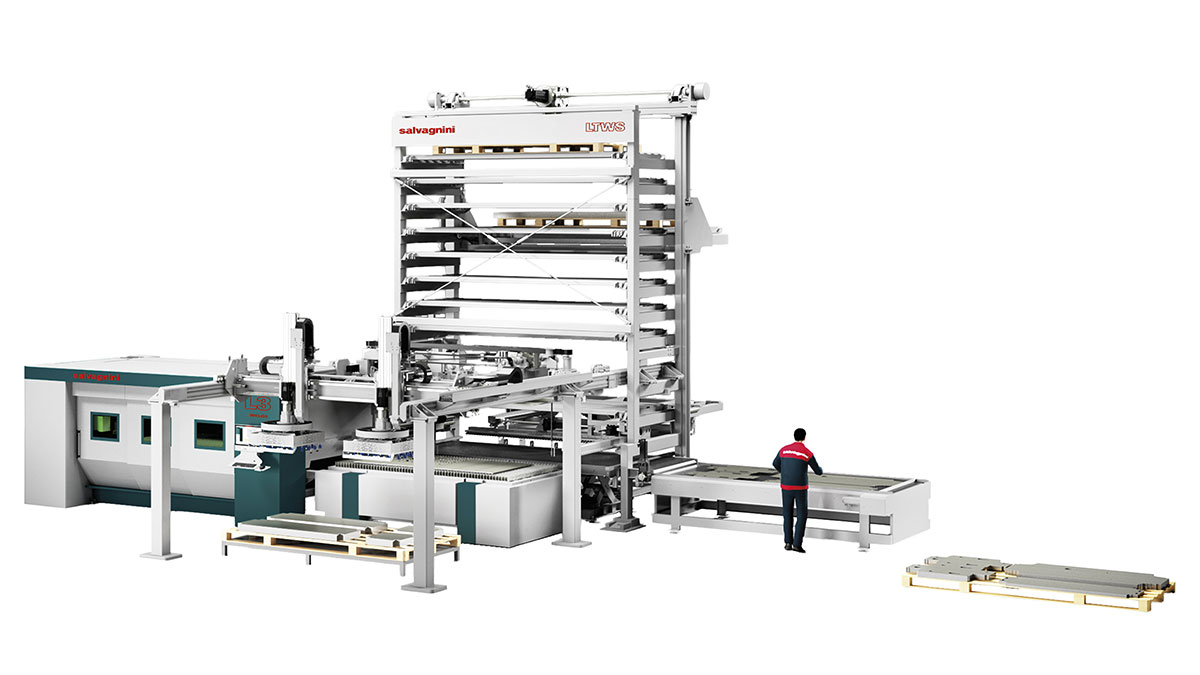
Data från LINKS, Salvagninis IoT-lösningen, visar att effektiviteten hos ett fristående lasersystem i allmänhet inte överstiger 60 %. Denna parameter varierar med konfigurationen: system med automation har genomsnittliga effektivitetsvärden som är mycket högre och når 80 % för horisontella laddnings-/utmatningsslösningar och till och med 90 % om vi tar hänsyn till LTWS lagertornet.
Den minsta automationsnivån för L3-lasern är CPE-enheten, den ultrasnabba elektriska pallväxlaren. Råmaterialet passerar alltid ovanför det material som redan har skurits, vilket förhindrar att rester från tidigare bearbetning förvaras på plåten.
LTWS lagertorn har automatiserad laddning/utmatning, en viktig faktor för att öka skärsystemets autonomi. Det säkerställer att olika material och tjocklekar är tillgängliga för just-in-time-produktion, vilket minskar väntetiderna för plåtinköp och beroende av operatörer. I sammanhang som präglas av låga volymer och snabba produktionsförändringar är LTWS ett vinnande val.
LTWS lagertorn erbjuder ännu bättre prestanda när de är utrustade med en sorteringsenhet: den automatiska MCU eller den manuella TN. Lagertornet hanterar olika material, tjocklekar och storlekar, vilket minskar väntetiderna och gör laddning/utmatning extremt snabb: bara 50 sekunder. STORE, kontrollprogram för lager, kan identifiera lastbrickorna, när de töms, som brickor på vilka det skurna materialet ska staplas, vilket ökar driftautonomin.
Mjukvara
Industrin har förändrats: flexibilitet och effektivitet är grundläggande krav för att hantera allt mindre partier eller snabb artikelomsättning. Och den teknologiska utvecklingen har på något sätt rubbat balansen mellan arbetsuppgifterna, med allt snabbare system som dock måste styras av mer och mer specifika maskinprogram, vars framställning blir allt mer tidskrävande. Det är därför som mjukvara blir allt viktigare för att förbättra maskinernas effektivitet.


OPS är Salvagninis modulära mjukvara för produktionsstyrning som optimerar hela produktionsprocessen genom att i realtid utbyta information mellan maskinerna och fabrikens ERP/MRP.

Salvagninis IoT-lösning ökar lasersystemets globala effektivitet. LINKS möjliggör realtidsövervakning av maskinens prestanda och oberoende analys.
Teknisk data
| Modeller | L3-30 | L3-40 | L3-4020 | L3-6020 |
| XY arbetsområde (mm) | 3048 x 1524 | 4064 x 1524 | 4064 x 2032 | 6096 x 2032 |
| Z-axelns slaglängd (mm) | 100 | 100 | 100 | 100 |
| Maximal XY hastighet (m/min) | 156 | 156 | 156 | 156 |
| Precision1 | ||||
| Positionsnoggrannhet Pa | 0,08 | 0,08 | 0,08 | 0,08 |
| Genomsnittligt positionsområde Ps | 0,03 | 0,03 | 0,03 | 0,03 |
| Fiberkällor | 2 000 W | 3000 W | 4000 W | 6000 W | 8000 WE5 | 8000 W | 10000 W |
| Skärkapacitet (maximal tjocklek i mm)2 | |||||||
| Stål | 15 | 20 | 20 | 25 | 25 | 25 | 25 |
| Rostfritt stål | 10 | 12 | 15 | 20 | 25 | 25 | 30 |
| Aluminium | 8 | 10 | 15 | 20 | 25 | 25 | 30 |
| Koppar | 5 | 8 | 8 | 8 | 10 | 10 | 10 |
| Mässing | 5 | 6 | 8 | 8 | 10 | 10 | 10 |
| Minimal tjocklek (mm) | 0,5 | ||||||
| Förbrukning (i kW) | |||||||
| Maximal effektförbrukning (i kW)3 | 16 | 18 | 21 | 28 | 28 | 34 | 42 |
| Genomsnittlig effektförbrukning (i kW)4 | 11 | 12 | 13 | 16 | 16 | 20 | 24 |
1 Mätning beräknad enligt VDI3441 på maximala axellängder.
2 Skärkvalitet på gränstjocklekar kan bero på erforderliga geometrier, materialkvalitet och systemets driftsförhållanden. Vid gränsvärdena kan det förekomma grader på skärningens nedre kant. Dessa värden gäller för Salvagninis referensmaterial.
3 Maximal effektförbrukning beräknad på ett system med standardkonfiguration vid skärning av tre referensplåtar av mjukt stål med en tjocklek av 0,8-6 mm.
4 Genomsnittlig effektförbrukning beräknad på ett system med standardkonfiguration vid kapning av tre referensplåtar av mjukt stål med en tjocklek av 0,8-6 mm.
5 Högeffektiv version.