



先进的混合动力技术 冲剪复合中心
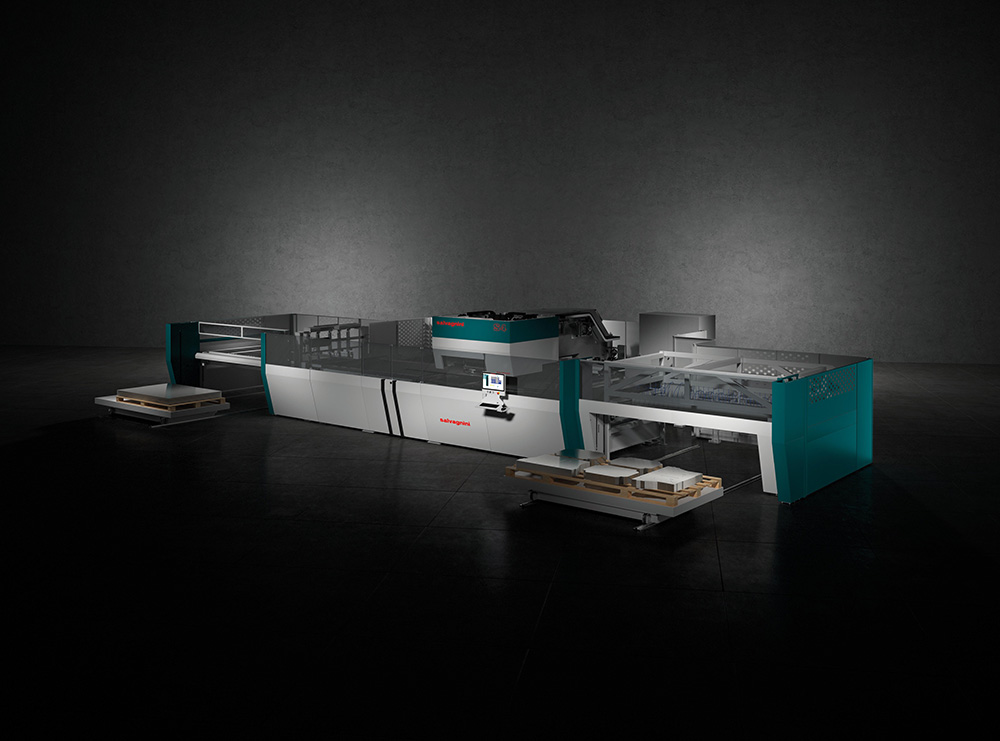
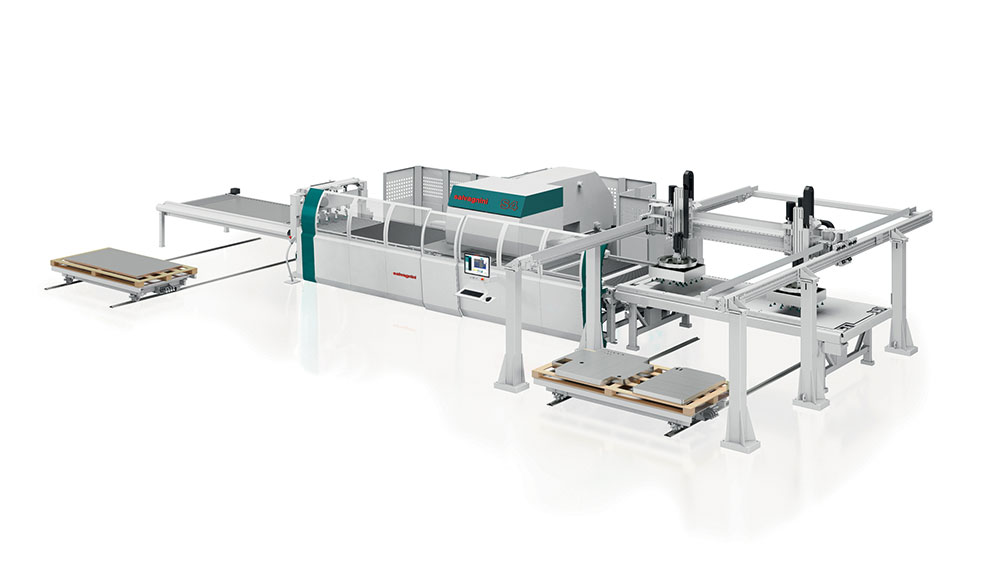
萨瓦尼尼 S4.G4:先进的混合动力冲剪复合中心,提供无与伦比的生产力、效率与柔性。

整机性能大于各部件性能之和
S4.G4 专为追求卓越生产力、柔性与效率的企业而设计,将冲孔、成形与工件分离无缝整合为一体化操作。凭借萨瓦尼尼45余年的技术创新积淀,S4.G4 成为从暖通空调到金属家具等多个行业理想的选择,不仅确保了稳定且高质量的产出,更大幅缩短了交付周期。
产品概述
S4.G4冲剪复合中心能够最大化生产效率:所有的剪切、上 料、下料、分拣和堆垛操作均已实现自动化,并能在单台S4中 实现,这大大减少了半成品工件和人工干预,确保了产品的 高精度。
自适应技术提高了系统的智能化程度,能够自动适应生产中的变化,减少废 件的产生及返工需要,亦保证了出色的加工质量:
- 先进的混合动力解决方案可根据加工、冲压材料和所需压力逐步提供能量,调节 消耗量;
- 对中控制系统可对送入的板材进行测量,让系统根据需要适配实际的测得尺寸;
- 机械手可根据板材的尺寸和重量改变其动态能力,根据待加工板材在设备中的 空间占比来调整所需的夹钳;
- 采用了一套自动系统能够检查机械手轴线的热膨胀系数,补偿其产生的误差,确 保极高的定位精度;
- 剪切刀片能够自动记录间距,并可根据板材的厚度和材质,调整设定加工程序中 所需的施力大小。
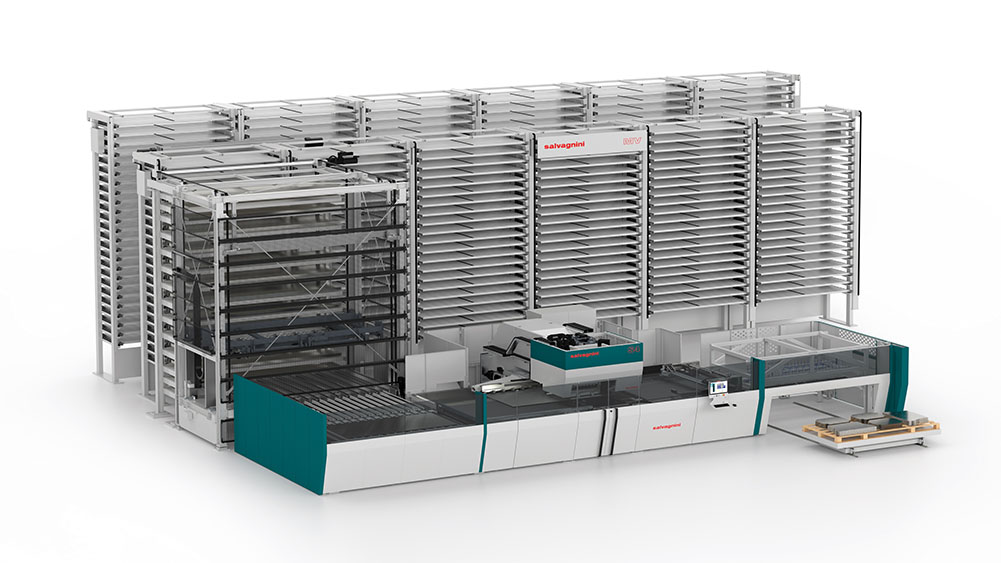
料库和自动上下料装置可以提高系统的自主性,让单个 工序以及整个生产流程的效率获得提升。产品系列覆盖 范围广泛,可满足大部分的配置需求,适配多样化的生产 策略。产品系列覆盖范围广泛,可满足大部分的配置需 求,适配多样化的生产策略。
复合冲头库:确保模具随时可用
S4.G4配备矩形复合冲头库, 最多可容纳生产所需 的117个模具(含多子模),分布在B工位,C工位和D 工位,可以放置9毫米直径的模具,其具有最大30吨 的冲压力,从而确保最大化板材加工区域。冲头库也 可以安装下油缸,在D工位也可以放置多子模。
每个模具均可单独运行 且随时可用。
高性能模具
S4.G4 推荐使用的模具是由Matrix Tools设计和制造 的。
在市场上经营了40多年,覆盖了全生产链制造标准,参 数化和量身定制的解决方案能够满足特定的需求,并始 终保证高标准质量和可靠性。


TOOLS
TOOLS是全新的萨瓦尼尼软件模块,它是一款冲头库 的图形化管理软件,适用于冲剪复合中心和冲激复合中 心。TOOLS以图形化方式设定模具,简化了不同形状冲模(包括特殊形状)的嵌入和冲头库设置过程,并能快速和便 捷地管理不同材质及厚度材料所使用的上下模。它也能通过设置来纠正冲床冲程,编辑成形等待时间,提高 材料利用率,控制攻丝动态等。
想要攻丝?没有问题
可选的电动攻丝装置最多可容纳6个不 同的刀具,可安装在冲头库的侧面。外 挂安装在冲头库的外侧,不会占用模具 的空间。
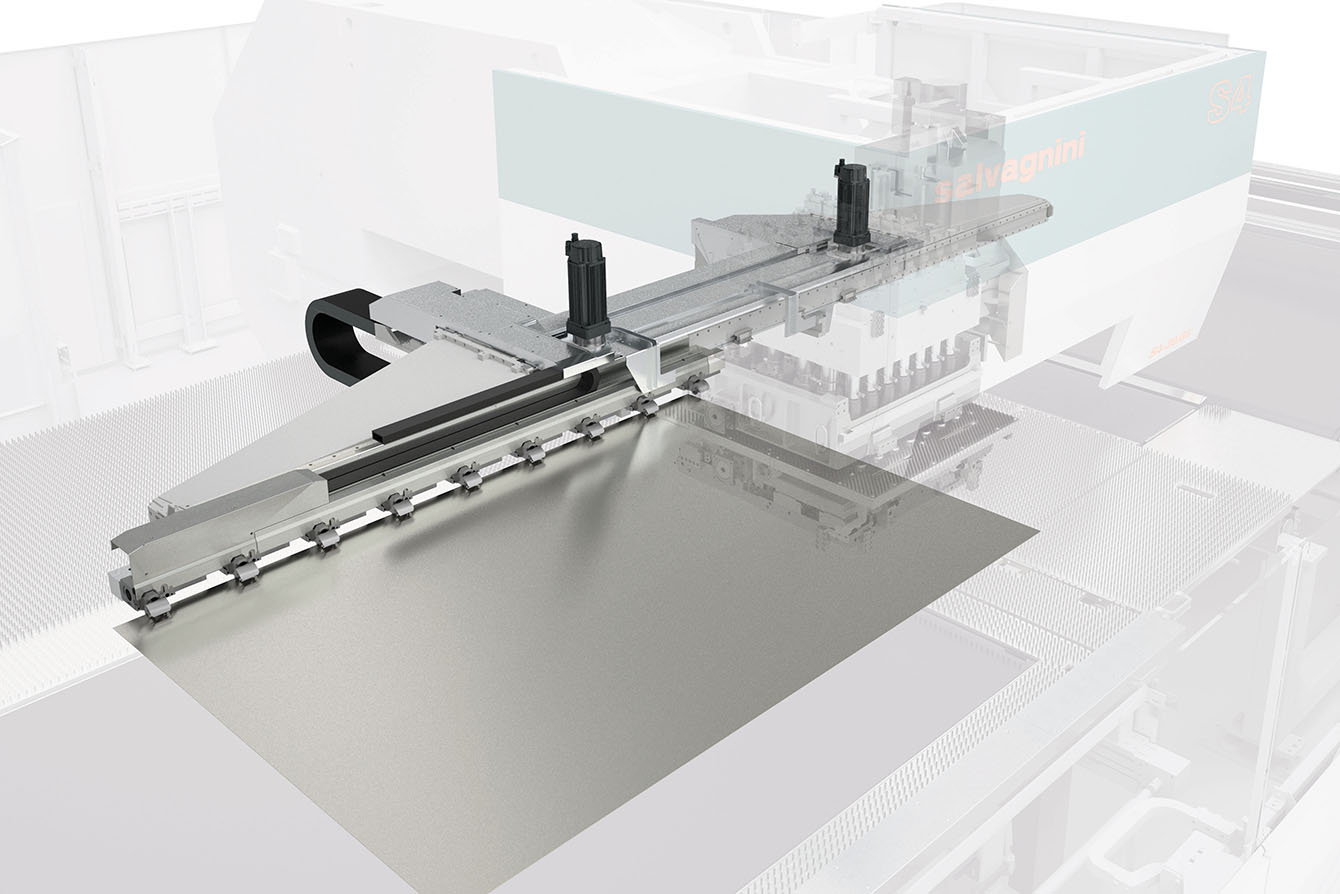
机械手:准确对中、快速加工 且避免废料产生
机械手可在开始加工时准确定位板料,并在剪切过程中持续夹紧板料。其包含9个 独立夹钳,最大行程为3030 mm,可加工最大尺寸为3048 mm的板材,且加工过 程中无需重新抓取。这使得套裁过程中能够最小化夹持边废料,实现降本增效。 同时利用智能路径以及冲压优化算法来管理机械手的运动,从而确保加工的高精 度和高可靠性。它还配备了一套专利的交接系统,可根据待加工板材的重量来调 整设定其动态能力。
一体化的直角剪
直角剪由2个500 mm的剪切刀片构成,两个刀片互相独立且 垂直,并配有压料器,从而确保能剪切出各种长度的材料。 直角剪位于复合冲头库边,二者处于同一结构之中,这是一款 独创的解决方案,在市场上独一无二,它避免了由于冲头与剪 刀之间距离所带来的几何限制,能确保稳定最优的对齐和极 为出色的加工质量。

自动化的重要性日益突显:它能够降低上、下料作业造成 瓶颈的风险,还可以减少人力成本的影响。 萨瓦尼尼上下料及分拣系统的密切配合满足了自动化的 所有要求:无论是作为单机设备运行,还是整合到柔性单 元或自动化无人熄灯工厂中。
PD
自动上料装置(单包上料)。

MD
单立库。

MV
自动化立体料库( 可存放整包原材料)。
IA
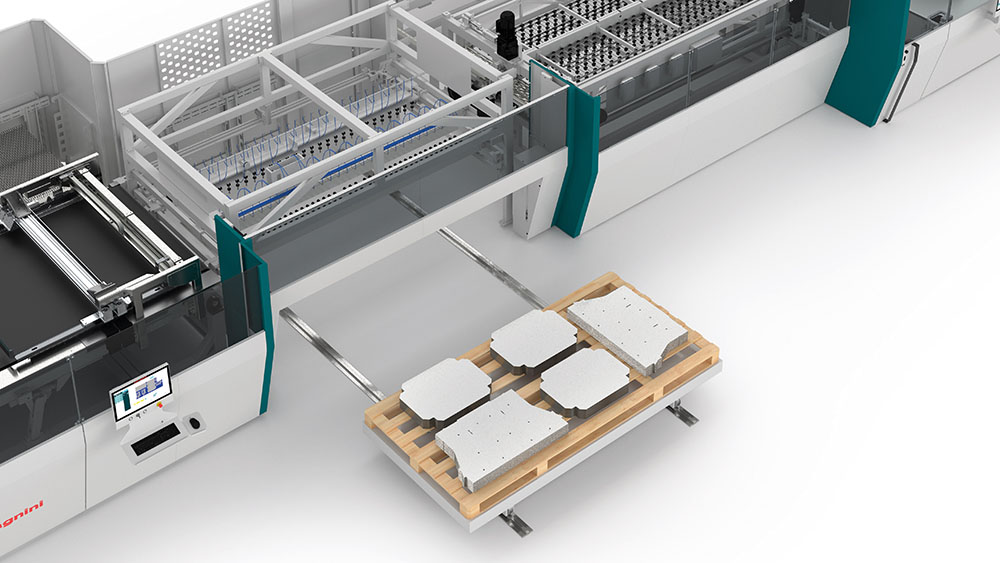
无磁性台车式 自动码垛台。
MCU
自动分拣码垛机械手。
智能系统,品质如一
您关于S4.G4冲剪复合中心的所有问题,都可以在这里找到相关解答。
今日企业为了生存必须应对许多挑战,从而在不断发展的市场中保持竞争力。 这些挑战包括:
- 将 ERP/MRP 软件和工艺软件整合到一起来管理生产,可以实现信息分发的 自动化,有助于创造一个精益、防错的生产环境,这些挑战尤其与提高自主性 和效率相关。
- 在上/下料/分拣方面实现自动化,保证了设备的高性能,并使整个生产链的效 率得到了提升。
- 配置简单、高效的办公软件有助于降低编程造成的生产瓶颈风险。
对于萨瓦尼尼来说,冲压一直都是结合了成形和分离的工艺,其中分离可利用剪 切或激光切割来完成 萨瓦尼尼S4.G4冲剪复合中心就是寻求生产率、灵活性、反应速度和效率的企业 之理想解决方案。S4.G4通过消减所有零件冲压、成形和分离并破坏骨架的操作, 以确保零件逐渐流向下游:期间不需要进行再抓取,便能迅速为下一个生产步骤 供应材料。 工件分离需求被整合到了冲剪复合中心现代化且高效的生产流 中,能够为下游 工艺(比如多边折弯中心)供料
工件的复杂结构,越来越小的批量,切割质量以及高预期的生产效率是决定投资 S4.G4比传统冲床更具吸引力的关键因素。S4.G4保证了高生产力,因为他是一台单 一的工作中心,能够自动生产成品零件而不需要再加工或者更换模具。对于要求极 短交期的生产需求来说,它是最优的解决方案,因为它整合了成形及分离的过程,大 大缩短了产出时间。S4.G4是在需要参数化工作的行业中比激光切割机更加柔性化 的理想解决方案,它极大的简化了编程,减少了从产品设计到生产的全过程时间。
S4.G4原生集成了冲孔和分离操作以及自动管理进料、分拣和卸料循环,并且都尽 可能是在生产重叠时间内执行的。 专有的复合冲头库在套裁和复合作业时始终能保持可用状态。 专有的冲切算法优化了剪切分离过程,能快速、灵活并自动按序列分离工件中的单个零件,且 无需等候时间。
在传统的冲压技术中,生产效率和柔性取决于工序中的换模次数、板材在冲头下方移动所需的时间, 以及分离工件到下游工序所需的时间。而S4.G4则天然地将生产效率和柔性组合到了一起。它所配备 的复合冲头库,有助于最大化提升生产力,确保模具随时可用,在Punch&Cut模式下,先进的机械手 控制系统可对行程动态和直角剪进行调整适配。这些独特的解决方案还能够提高S4.G4的柔性,无 论加工何种形状或金属材质都能胜任,可轻松进行批量生产、成套生产以及单件流 产。
复合冲头库是S4.G4的独特优势,在工作循环中无需重置模具或更换模具,有效缩短总体加工时 间。
萨瓦尼尼一直致力于开发降低环境影响,最大限度地保证操作人员的安全和资源 优化的解决方案。
S4.G4 实施的差异化解决方案可降低功耗,同时保证相同的性能和可靠性,因为 它们基于从其他生产线借鉴的成功应用。
S4.G4 配备了先进的混合动力驱动装置:这是一种专有的解决方案,与相应的电 气方案相比,可将平均消耗降低约20%。这个原创方案能够使消除传功部件成为 可能,有利于结构简化,避免因磨损而进行的维护,运动部件采用电动执行器,并 保证了其稳定性,在压力测试中几乎达到100%稳定。此外,该解决方案不需要冷 却系统,因为没有传动部件致热,因此进一步减少了能耗,是当今市场上能耗最低 的冲剪系统之一
冲头库可以进行简单和快捷的模具更换,既满足了用户的需求,又符 现行标准 所设定的人体工程学。
自适应技术、闭环控制、先进传感器等专有解决方案确保材料以几乎零浪费的方 式得到最佳的使用,有效地减少了废料。
S4.G4是一款全流程解决方案其在基础配置中集成了上下料解决方案,可实现生产工艺的自动化,并对各道工序进行优 化:在进料处的一套输送装置在生产重叠时间内可完成板材的上料,并正确完成定位放置;在下料处,自动将每个工件传 输到下道工序或材料收集点。
除了优化各工序效率的多种解决方案之外,萨瓦尼尼还提供了自动化和工艺流程软件,该软件可通过适当调整生产流程,实 现在无人化和熄灯生产方面更高的自主性,减少人力成本对于投资回报周期的影响。
S4.G4的设置工作十分简单,能够轻松切换单机模式和连线模式进行生产,并可整合到一套柔性生产单元或无人化熄灯工 厂之中。
- 它所采用的上下料解决方案能够实现无人值守生产,以此来提高冲剪复合中心的生产力。
- 萨瓦尼尼自动化设备的模块化特点,保证了其能够对生产流程进行扩展及更改,即便完成了首次安装也可实现。
- 除了集成自动化之外,萨瓦尼尼还提供各种自动上下料和分拣设备,这些设备与存储装置相结合,可以提高系统的自主 性和效率。这些设备可确保随时有不同材质和厚度的板材用于JIT及时生产,节省板材进料 间,减少因人工干预对材 料造成的损失或出现误差的风险。



技术参数
| 模型 | S4-30.G4 | S4-40.G4 |
| 最大板材尺寸 (mm) | 3048 x 1650 | 4064 x 1650 |
| 最大板材对角线 (mm) | 3650 | 4655 |
| 最小板材尺寸 (mm) | 600 x 400 | 600 x 400 |
| 最大速度 (m/min): | ||
| X 轴 | 132 | 132 |
| Y 轴 | 117 | 117 |
| 双轴同步移动速度 (m/min) | 176 | 176 |
| 最大加速度 (m/s2): | ||
| X 轴 | 30 | 30 |
| Y 轴 | 17 | 17 |
冲孔 | 剪切 | |
| 技术 | 冲头库 | 一体化的直角剪,可同时或独立沿着X轴/Y 轴方向剪切 |
| 最大材料厚度 (mm) |
| |
| 铝,UTS 265 N/mm2 | 5.01 | 5.0 |
| 铁,UTS 410 N/mm2 | 4.01 | 3.5 |
| 不锈钢,UTS 610 N/mm2 4.0(no | 4.01 | 2.0 |
| 材料最小厚度 (mm) | 0.5 | 0.5 |
1 No multitool.