


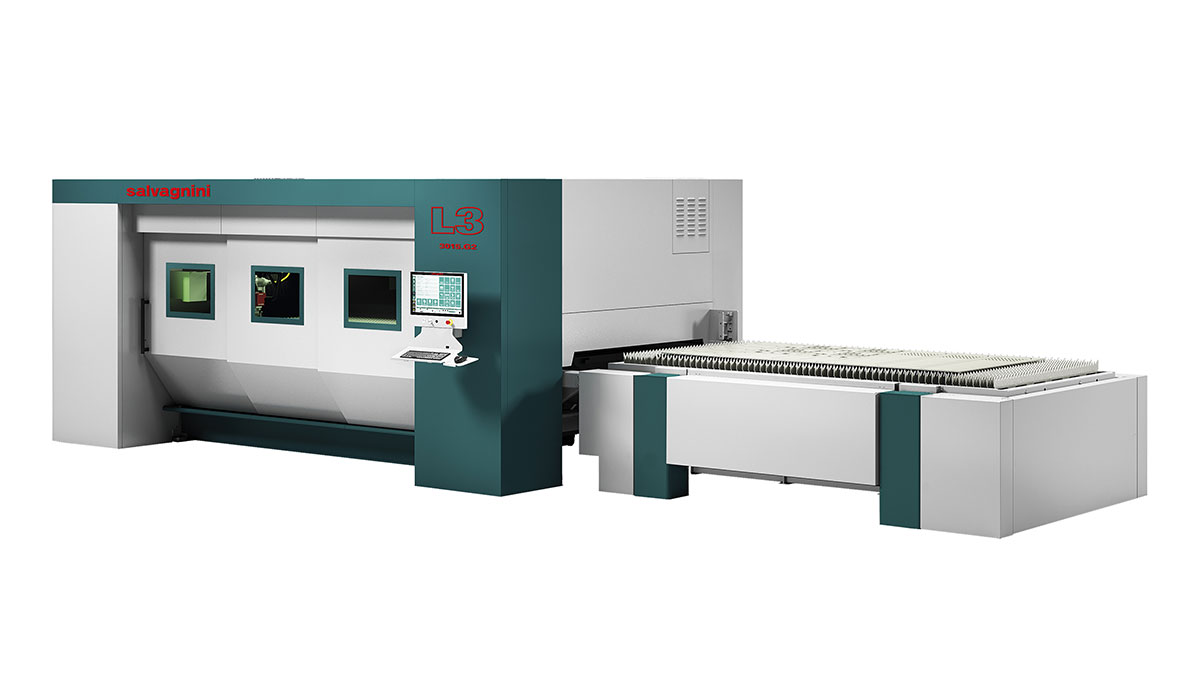
Adaptacyjny laser światłowodowy
L3 to wszechstronny, uniwersalny laser do pracy poprzecznej niezależnie od zastosowania, materiału i grubości.

Przegląd produktu
Magazyny i automatyczne urządzenia do załadunku/rozładunku/sortowania zwiększają autonomię systemu, zyskując na wydajności zarówno podczas poszczególnych etapów obróbki, jak i podczas całego procesu produkcyjnego, eliminując wąskie gardła i zmniejszając wpływ kosztów pracy.
Dzięki opracowanym przez Salvagnini funkcjom, takim jak TRADJUST, prostemu i intuicyjnemu, jak również dzięki doskonałemu dostępowi, mobilnemu terminalowi na pokładzie maszyny, systemowi sztucznego widzenia oraz rozwiązaniom w zakresie śledzenia i identyfikacji części, operatorzy mogą bez wysiłku rozwiązywać wszelkie problemy napotykane w swojej codziennej pracy, co czyni laser L3 wyjątkowo poręcznym i łatwym w użyciu.
Wdrożenie zaawansowanych rozwiązań technicznych, pełna kontrola procesu dzięki najnowocześniejszym czujnikom, cyfryzacji i oprogramowaniu OPS do zarządzania produkcją w czasie rzeczywistym, doprowadziło do wyeliminowania czynności o niskiej wartość dodanej, wyzerowania przestojów i zmniejszenia kosztu pojedynczej części, a wszystko to przy jednoczesnym zwiększeniu wydajności fabryki.

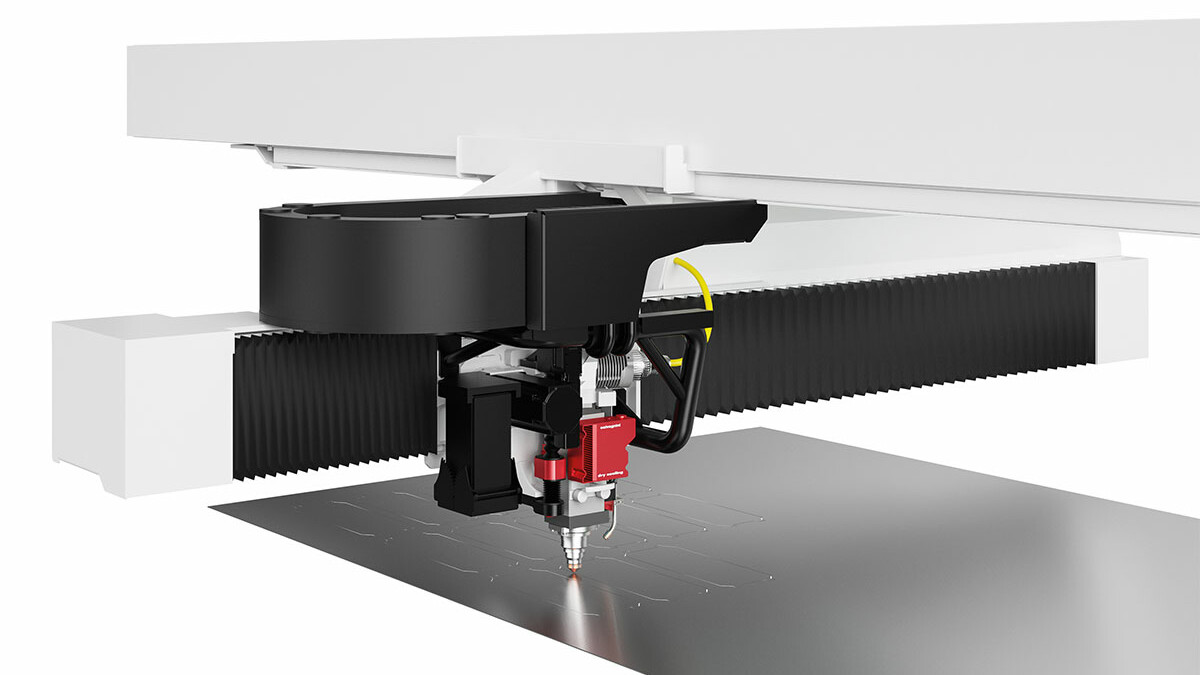
Konstrukcja samolotowa
Firma Salvagnini opatentowała konstrukcję belki nośnej z lekkim manipulatorem typu „airplane” - podobnej do konstrukcji samolotu, która oferuje wiele zalet: wysoką sztywność, szybkość, precyzję pozycjonowania i pełny dostęp do stołu roboczego.
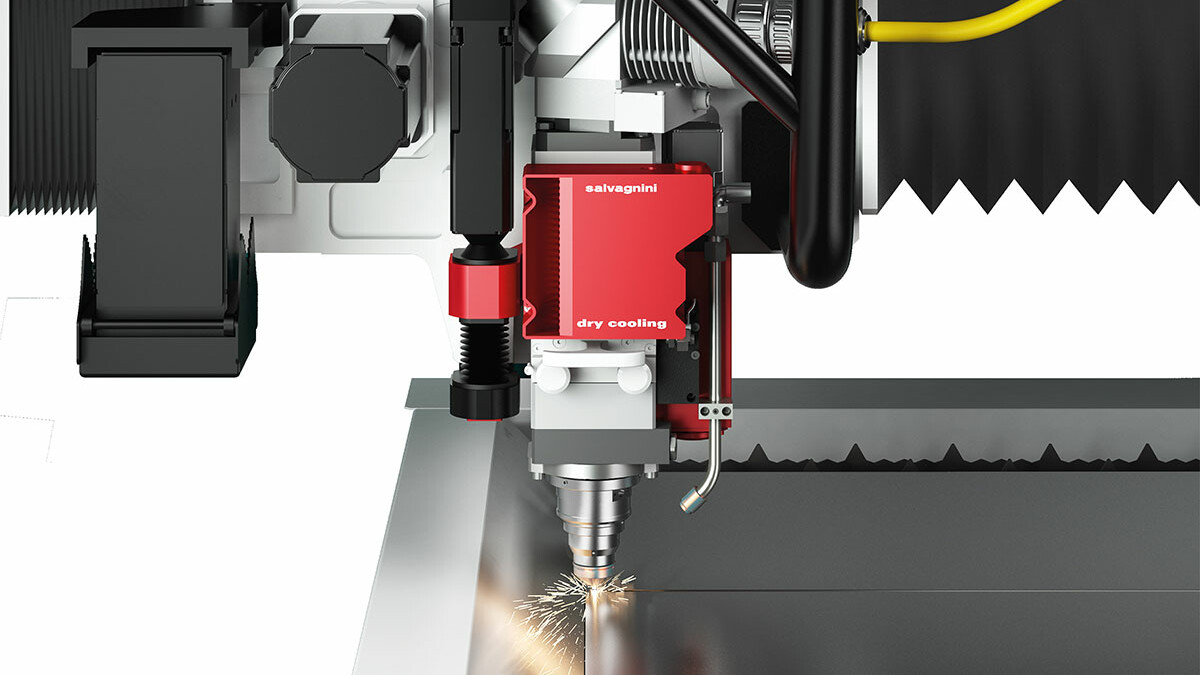
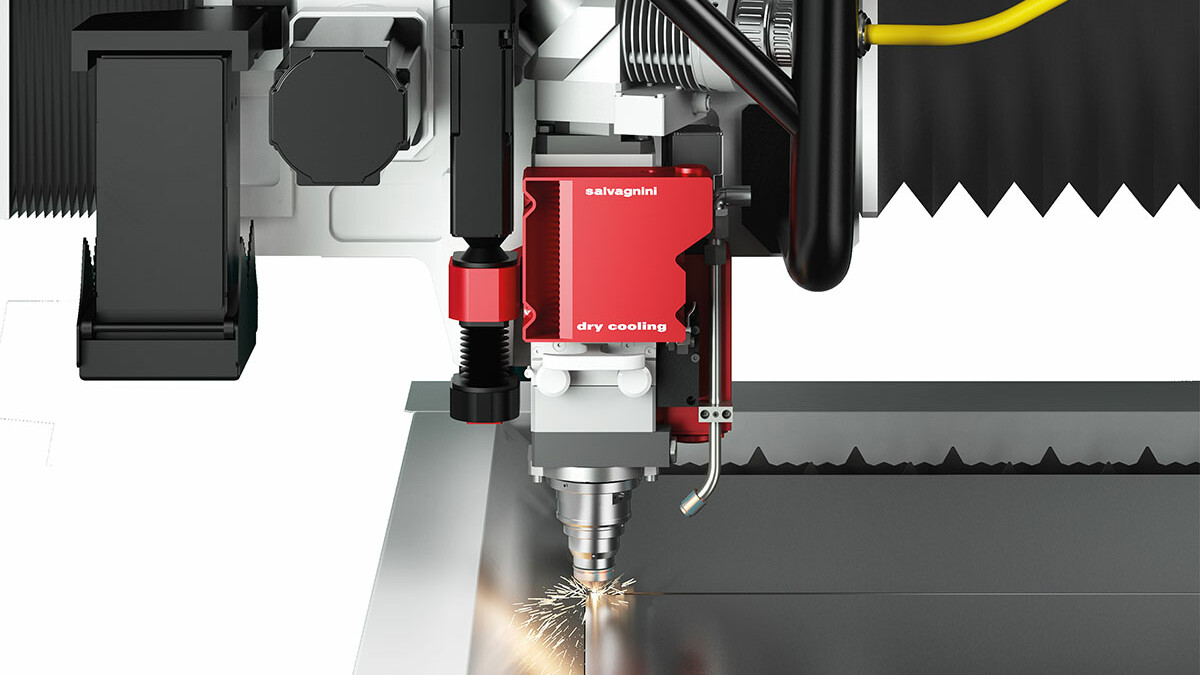
Głowica laserowa Salvagnini
Laser L3 ma jedną głowicę optyczną, która tnie cały zakres możliwych do obróbki grubości z najwyższą jakością. Zmiany w produkcji są niezwykle szybkie, gdyż nie są wymagane jakiekolwiek regulacje. Opatentowana technologia DRY-COOLING aktywnie kontroluje temperaturę optyki.
TRADJUST
Funkcja TRADJUST, zintegrowana z opracowanym przez Salvagnini systemem sterowania, służy do automatycznej modulacji parametrów cięcia według trajektorii. Dzięki temu laser L3 jest łatwiejszy w użyciu, ponieważ wykorzystuje tylko jeden parametr cięcia do każdego materiału i grubości, niezależnie od rozmiaru profilu cięcia.


Przemysł 4.0
Cyfrowa transformacja i Przemysł 4.0 to podstawowe tematy, które pozwalają zachować konkurencyjność na rynku. Przyjęte rozwiązania mogą wdrażać i zarządzać złożonymi, zintegrowanymi, wysoce zautomatyzowanymi systemami o wysokiej wydajności, a także mogą pomóc w opracowaniu prostych rozwiązań, które nie wymagają zmian strukturalnych w układzie produkcji, dzięki czemu świat inteligentnej produkcji stanie się o wiele bardziej dostępny.
ANC
Automatyczny zmieniacz dysz, wyposażony w magazyn uchwytów dysz, zwiększa autonomię lasera L3 w produkcji bezobsługowej.

APC2
Adaptacyjny czujnik procesowy monitoruje przebijanie w czasie rzeczywistym, zapewniając większą prędkość i wyższą jakość. Sprawdza on również, czy podczas cięcia nie występują straty, a w przypadku awarii zatrzymuje proces i wznawia go z odpowiednio zmodyfikowanymi parametrami. Używa się go również do automatycznego wyszukiwania odległości ogniskowej.
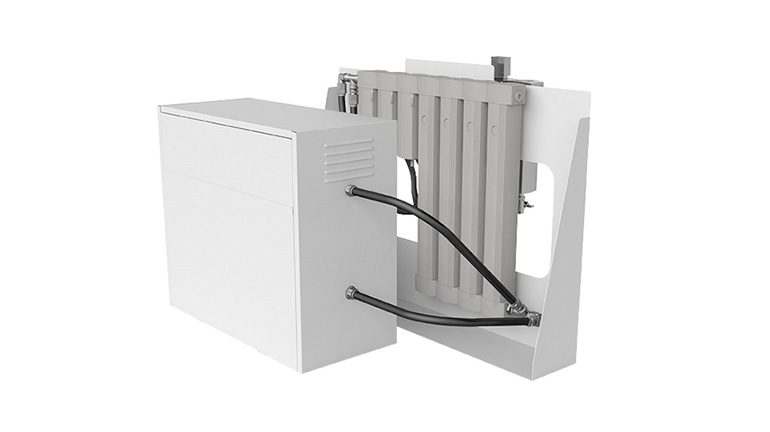
AQM/APM
Są to urządzenia „pod klucz”, które stanowią uzupełnienie dla ACUT i są podłączane bezpośrednio do fabrycznego zasilania pneumatycznego lub do sprężarki znajdującej się przed systemem. AQM filtruje powietrze, a APM zapewnia wartości ciśnienia wymagane w procesie cięcia.
W świecie laserów automatyzacja odgrywa coraz ważniejszą rolę: z jednej strony prędkości cięcia grożą przekształceniem załadunku i rozładunku w wąskie gardła, a z drugiej strony automatyzacja może pomóc w zmniejszeniu wpływu kosztów pracy. Połączenia załadunku/rozładunku i sortowania spełniają wszystkie wymagania automatyzacji: począwszy od pracy w rozwiązaniu wolnostojącym, po zintegrowanie w elastycznych komórkach lub w fabrykach pracujących w trybie „lights-out”, czyli przy zgaszonym świetle.
CPE
Zmieniacz palet CPE do ręcznego załadunku-rozładunku służy do szybkiej zmiany palet; wprowadzany surowiec przechodzi zawsze nad wychodzącym pociętym.
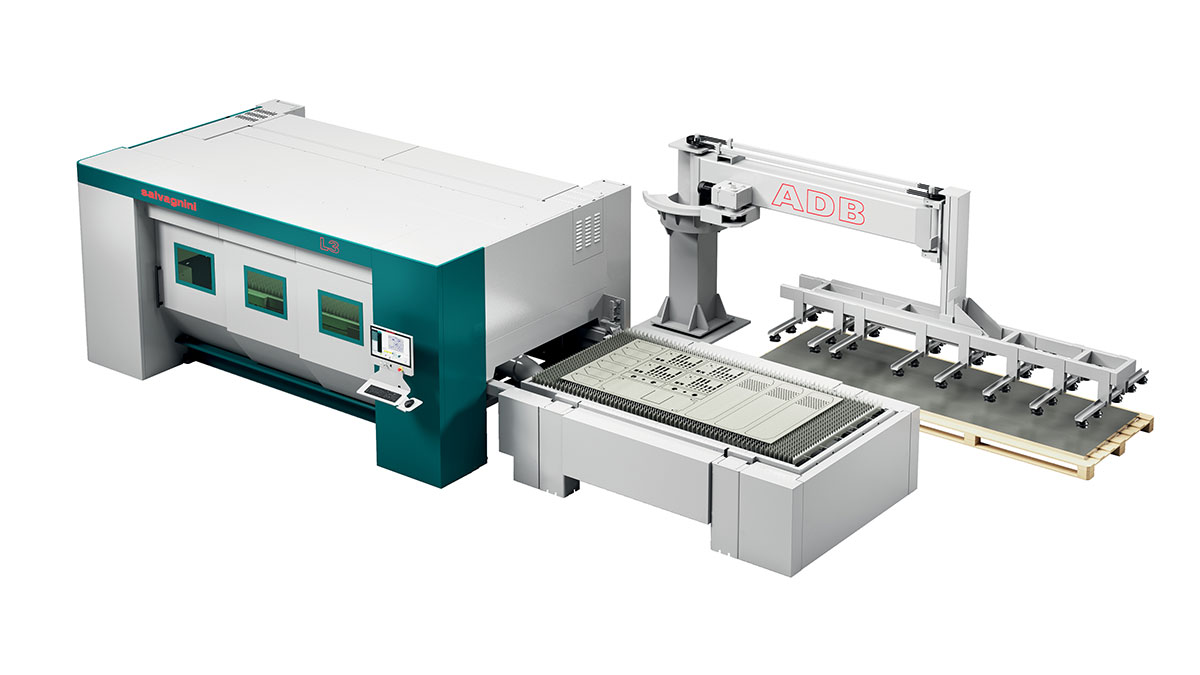
ADB
Połączenie ADB automatycznie podnosi arkusz z pakietu w czasie maskowania.
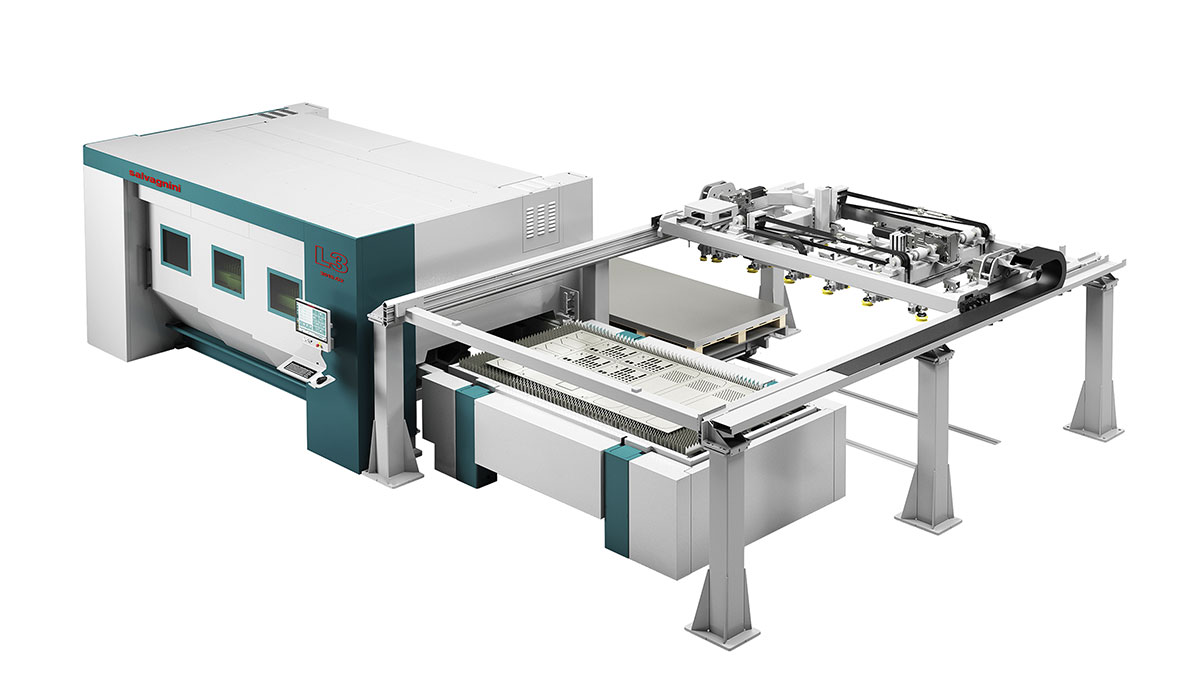
ADLU i ADLL
Urządzenia ADLU i ADLL automatyzują załadunek blachy i rozładunek pociętych arkuszy w bardzo krótkim czasie cyklu; eliminują również konieczność pośrednich interwencji, zwykle wykonywanych przez operatora oraz zostały zaprojektowane tak, aby zostać zintegrowane z MCU.
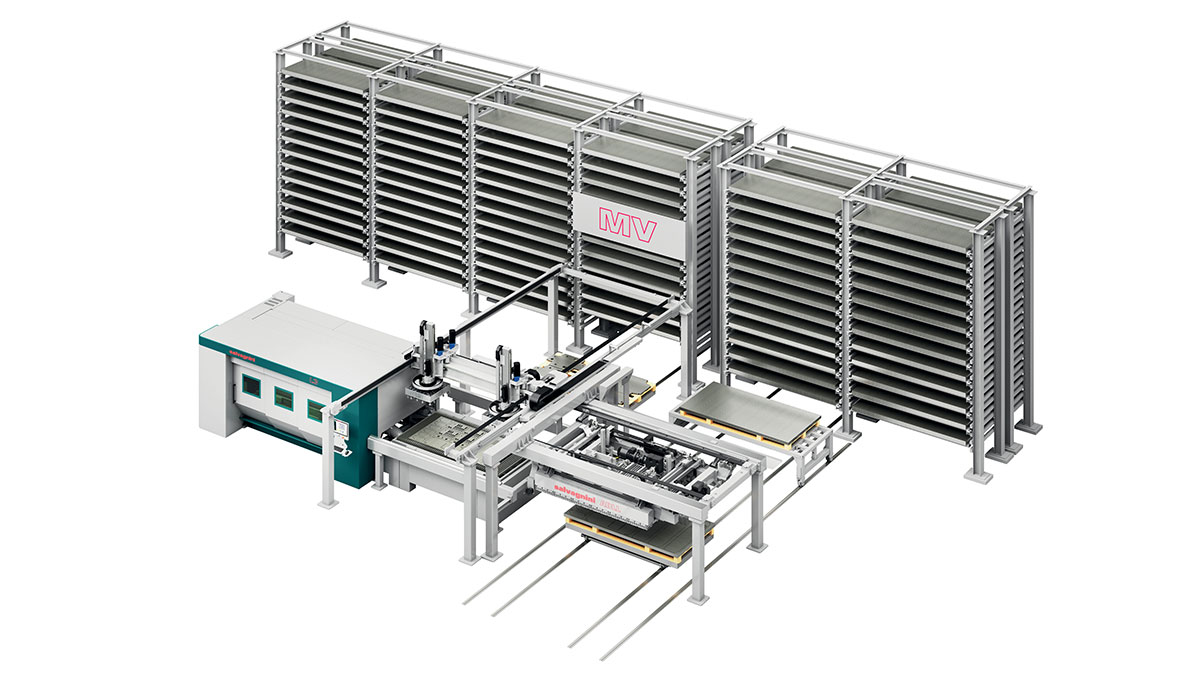
MV
Magazyn półkowy MV, wyposażony w podnośnik przenoszący z teleskopowymi widłami, umożliwia bezobsługową pracę, oferując dużą autonomię w zarządzaniu blachą i półproduktami lub gotowymi elementami.

Inteligentny system, stała jakość
Praktycznie wszelkie informacje na temat lasera światłowodowego L3 zostały wyjaśnione w sposób wyczerpujący.
Na produktywność lasera mają wpływ czynniki rynkowe, tj. wszystko to, czego system nie może kontrolować, jak np. wielkość serii, częstotliwość zmian w produkcji czy różnorodność materiałów/grubości, jak i czynniki technologiczne, które zależą od cech systemu cięcia, np. moc źródła, poziom automatyzacji i cyfryzacji.
Zakres zastosowania, uwzględniający specyficzne połączenie materiałów, grubości i strategii produkcji, jest podstawowym czynnikiem branym pod uwagę przy wyborze technologii, która może być uniwersalna i przekrojowa, jak w laserze L3, lub wyróżniająca się dużą dynamiką, która z kolei charakteryzuje model L5.
Coraz mniejsze partie wymagają szybkiej automatyzacji do w celu osiągnięcia dużej wydajności zmian produkcyjnych. Firma Salvagnini oferuje szeroką gamę rozwiązań: są wśród nich wysokowydajne systemy, zarówno modułowe i kompaktowe do zarządzania zwiększoną produkcją, jak i systemy otwarte do dalszych procesów i zaprojektowane w sposób umożliwiający ich skuteczne zintegrowanie z przepływem produkcji w fabryce.
Zakres grubości i wydajność cięcia zależą od mocy źródła. Aby sprostać różnym potrzebom produkcyjnym, firma Salvagnini udostępniła dwa źródła: 6 kW o dużej gęstości mocy i 10 kW.
Wydajność i produktywność osiąga się poprzez wyeliminowanie przestojów, optymalizację procesu oraz uproszczenie systemu sterowania: cele te można uzyskać wprowadzając rozwiązania cyfrowe, które wspierają pracę operatora i oprogramowanie procesowe OPS, które w czasie rzeczywistym zarządza wymianą informacji z ERP i równoważy przepływ produkcji.
Zwiększenie produktywności lasera jest gwarancją wydajności podczas całego procesu. Formuła Salvagnini łączy moc źródła z inteligentnymi czujnikami i rozwiązaniami zintegrowanymi w laserze L3, automatyzacją procesów poprzedzających i następujących po cięciu oraz cyfryzacją. Jaki jest tego wynik? Wyższa wydajność i zoptymalizowany proces produkcji.
Laser L3 został wyposażony w jedną głowicę laserową, zaprojektowaną przez Salvagnini, która służy do cięcia wszystkich dozwolonych materiałów i grubości. Ponadto posiada on opatentowany system DRY-COOLING, który służy do aktywnej kontroli temperatury optyki. Jego czujniki procesowe kontrolują i dostosowują przebijanie w czasie rzeczywistym, monitorując wszelkie straty podczas cięcia, zatrzymując proces i ponownie go uruchamiając z już odpowiednio skorygowanymi parametrami. Funkcja TRADJUST, zintegrowana z autorskim sterowaniem Salvagnini, służy do automatycznej modulacji parametrów cięcia według trajektorii, co ułatwi korzystanie z systemu.
Obecny rynek wymaga nowoczesnych i wysoce wydajnych systemów, które są zautomatyzowane, ale jednocześnie łatwe w obsłudze, zarządzaniu i konserwacji. Laser L3 to wyjątkowo poręczny laser: opracowane przez firmę Salvagnini funkcje, wielozadaniowy interfejs człowiek-maszyna oraz systemy sztucznego widzenia pomagają operatorom bez wysiłku rozwiązywać problemy napotykane w swojej codziennej pracy. Dzięki zastosowanym przez Salvagnini rozwiązaniom programowym, laser skutecznie łączy się z fabrycznym systemem ERP i innymi technologiami dalszej obróbki, gwarantując identyfikowalność części, wspierając operatora w sortowaniu części oraz zapewniając dostarczanie w czasie rzeczywistym informacji zwrotnych o postępach do kierownika produkcji, niezależnie od tego czy jest to człowiek, czy wirtualny asystent.
Zastosowane w Laserze L3 systemy sztucznego widzenia upraszczają czynności z reguły czasochłonne lub generujące błędy i straty. Są to proste rozwiązania , które zwiększają elastyczność systemu i poszerzają jego zakres zastosowania. AVS przekształca cięcie laserowe w stację roboczą usytuowaną za wykrawaniem, uzyskując w ten sposób maksymalną precyzję wycinanych części. SVS odzyskuje ścinki i pozostałości blach, zaspokajając nagłe potrzeby produkcyjne lub zastępując wszelkie odpady w dalszych procesach obróbki. NVS sprawdza poprawność wycentrowania wiązki laserowej i wykorzystuje algorytmy uczenia maszynowego do monitorowania stanu dyszy i zmniejszania odpadów.
Jest to idealne połączenie, gdyż cyfryzacja doprowadziła do opracowania prostych rozwiązań, które przekształciły kilka tradycyjnych procesów w inteligentne przepływy produkcyjne. OPS to modułowe oprogramowanie do zarządzania produkcją, które w czasie rzeczywistym otrzymuje listę produkcyjną z fabrycznego systemu ERP/MRP oraz wspiera działania programujące, definiując priorytety, reguły i algorytmy. OPS pomaga zatem zautomatyzować proces, dodając do systemu inteligencję. Aplikacje OPS upraszczające zarządzanie oddziałem produkcyjnym to PDD, która wspiera operatora za pośrednictwem monitora w ręcznym rozdzielaniu i sortowaniu części oraz LPG, która laserowo prowadzi operatora w sekwencji odbioru.
Wyzwania te dotyczą w szczególności odzyskiwania autonomii i wydajności. Automatyzacja czynności związanych z załadunkiem/rozładunkiem/sortowaniem zapewnia lepszą wydajność systemu cięcia i przynosi korzyści w całym łańcuchu produkcyjnym. Wdrożenie prostego i szybkiego oprogramowania biurowego zmniejsza ryzyko przekształcenia programowania w wąskie gardło utrudniające produkcję. Zintegrowanie systemów ERP/MRP i oprogramowania procesowego do zarządzania produkcją automatyzuje przepływ informacji, pomagając stworzyć zgodne z zasadami lean i zabezpieczone przed błędami środowisko produkcyjne.
Automatyzacja odgrywa coraz ważniejszą rolę: najbardziej wydajne systemy laserowe wymagają zastosowania urządzeń do załadunku/rozładunku/sortowania, które również są wysokowydajne. Rozwiązania te gwarantują nie tylko lepszą wydajność i autonomię systemów, w których zostały zastosowane, ale także zmniejszają wpływ kosztów pracy i czas zwrotu z inwestycji.
Dane uzyskane z LINKS, rozwiązania IoT firmy Salvagnini, pokazują, że wydajność wolnostojącego systemu laserowego na ogół nie przekracza 60%. Parametr ten zmienia się wraz z konfiguracją: w elastycznych systemach produkcyjnych średnie wartości jego wydajności są znacznie wyższe i osiągają 80% dla poziomych rozwiązań załadunku/rozładunku, a nawet 90% w przypadku magazynu półkowego LTWS.
Minimalny poziom automatyzacji dla lasera L3 to urządzenie CPE, czyli ultraszybki elektryczny zmieniacz palet. Surowiec przechodzi zawsze nad materiałem, który był już cięty, zapobiegając osadzaniu się na blasze ścinków z poprzedniej obróbki.
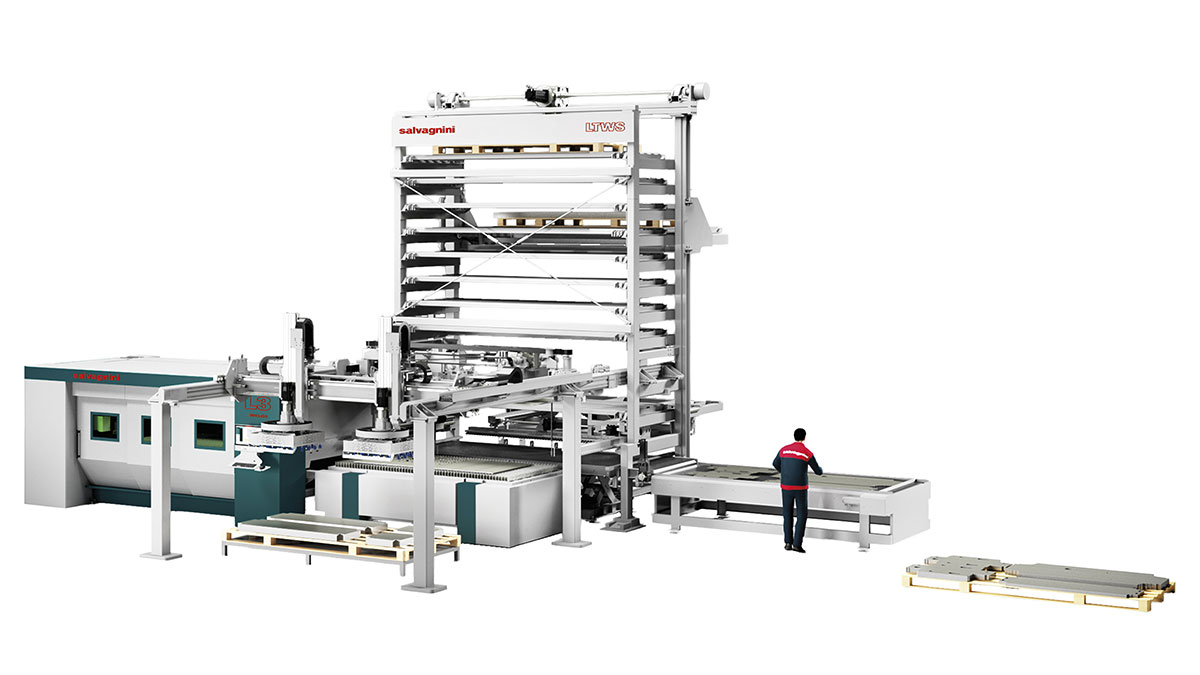
Magazyn wieżowy LTWS posiada automatyczny załadunek/rozładunek, czynnik umożliwiający zwiększenie autonomii systemu cięcia. Zapewnia to dostęp do różnych materiałów i grubości w koncepcji „just-in-time”, skracając czas oczekiwania na podanie blachy, jak i zależność od operatora. W kontekstach, które charakteryzują się niewielkimi ilościami i szybkimi zmianami w produkcji, LTWS to zwycięski wybór.
Magazyn półkowy LTWS będzie jeszcze bardziej wydajny, jeśli zostanie wyposażony w urządzenie do sortowania: automatyczny MCU lub ręczny TN. Magazyn wieżowy zarządza różnymi materiałami, grubościami i rozmiarami, skracając czas oczekiwania i czyniąc załadunek/rozładunek niezwykle szybkim procesem, który trwa zaledwie 50 sekund. STORE to oprogramowanie sterujące magazynem, które jest w stanie rozpoznać tace załadunkowe po ich opróżnieniu jako tace, na których można układać materiał, zwiększając w ten sposób autonomię pracy.
Oprogramowanie
Przemysł uległ zmianie: obecnie to elastyczność i wydajność są podstawowym wymogiem w zarządzaniu coraz mniejszymi seriami lub szybkim tempie obrotu części. Rozwój technologii w pewien sposób zakłócił równowagę między obciążeniami roboczymi z coraz szybszymi systemami, które jednak muszą być kierowane przez coraz bardziej specyficzne programy maszynowe, których generowanie jest coraz bardziej czasochłonne. Dlatego oprogramowanie ma coraz większe znaczenie dla poprawy wydajności maszyn.


OPS to modułowe oprogramowanie Salvagnini do zarządzania produkcją, które optymalizuje cały proces produkcyjny, wymieniając informacje w czasie rzeczywistym między maszynami a fabryką ERP/MRP.

Rozwiązanie IoT firmy Salvagnini zwiększa globalną wydajność systemu laserowego. Dzięki LINKS możliwe jest monitorowanie wydajności maszyny w czasie rzeczywistym, jak i samodzielne wykonywanie operacji analitycznych.
Dane techniczne
| Modele | L3-30 | L3-40 | L3-4020 | L3-6020 |
| Zakres roboczy XY (mm) | 3048 x 1524 | 4064 x 1524 | 4064 x 2032 | 6096 x 2032 |
| Suw osi Z (mm) | 100 | 100 | 100 | 100 |
| Maksymalna prędkość XY (m/min) | 156 | 156 | 156 | 156 |
| Dokładność1 | ||||
| Dokładność pozycjonowania Pa | 0,08 | 0,08 | 0,08 | 0,08 |
| Powtarzalność Ps | 0,03 | 0,03 | 0,03 | 0,03 |
| Źródła lasera | 2000 W | 3000 W | 4000 W | 6000 W | 8000 WE5 | 8000 W | 10000 W |
| Wydajność cięcia (maksymalna grubość w mm)2 | |||||||
| Stal | 15 | 20 | 20 | 25 | 25 | 25 | 25 |
| Stal nierdzewna | 10 | 12 | 15 | 20 | 25 | 25 | 30 |
| Aluminium | 8 | 10 | 15 | 20 | 25 | 25 | 30 |
| Miedź | 5 | 8 | 8 | 8 | 10 | 10 | 10 |
| Mosiądz | 5 | 6 | 8 | 8 | 10 | 10 | 10 |
| Minimalna grubość (mm) | 0,5 | ||||||
| Zużycie mocy (in kW) | |||||||
| Maksymalna pobierana moc (w kW)³ | 16 | 18 | 21 | 28 | 28 | 34 | 42 |
| Średnia pobierana moc (w kW)4 | 11 | 12 | 13 | 16 | 16 | 20 | 24 |
1 Pomiar obliczony zgodnie z normą VDI3441 dotyczącą maksymalnych długości osi.
2 Jakość cięcia blachy o grubości granicznej zależeć będzie od wymaganej geometrii, jakości materiału i warunków pracy systemu. W przypadku granicznych wartości na dolnej krawędzi w miejscu cięcia mogą pojawić się zadziory. Wartości te odpowiadają materiałom odniesienia Salvagnini..
3 Maksymalna pobierana moc obliczona dla standardowej konfiguracji systemu (maszyna, źródło, agregat chłodniczy, wyciąg dymów) w 3 cyklach cięcia stali miękkiej od 0,8 do 6 mm.
4 Średnia pobierana moc obliczona dla standardowej konfiguracji systemu (maszyna, źródło, agregat chłodniczy, wyciąg dymów) w 3 cyklach cięcia stali miękkiej od 0,8 do 6 mm.
5 Wersja o wysokiej wydajności.